Анализ энергетической эффективности 3D принтера с применением уникальной 5 осевой кинематикой
Журнал: Научный журнал «Студенческий форум» выпуск №19(155)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №19(155)
Анализ энергетической эффективности 3D принтера с применением уникальной 5 осевой кинематикой
При работе с трехмерной печатью посредством печати на стандартных трехмерных принтерах достаточно много времени и энергии тратится на печать поддерживающих элементов. Уникальная кинематика с применением 5-ти осей перемещения печатной поверхности позволяет избавиться от большей части поддержек путем изменения наклона печатной поверхности.
В ходе исследования энегоэффективности трехмерного принтера с уникальной 5ти осевой кинематикой были проведены замеры потребления электроэнергии при использовании 3д принтера Ender 3
Мы проверили следующие элементы 3D принтера с помощью ватт-метра.
Каждый элемент устройства в разных режимах работы потребляет разное количество энергии, поэтому мы делали замеры стандартных программ управления.
Применяемый пластик: ABS
Температуры экструдера: 200 градусов
Температура стола: 50 градусов
Скорость заполнения: 50мм/с
Скорость печати стенок:25мм/с
Скорость перемещения:150мм/с
Таким образом, согласно заданным параметрам мы измерили среднее значение потребления отельных узлов:
- экструдер — 37 Вт (37 Вт – 40 % = 22,2 Вт);
- стол с подогревом — 150 Вт (150 Вт – 50 % = 75 Вт);
- двигатели в режиме работы — 10 Вт;
- двигатели в режиме простоя — 2 Вт;
- Контроллер управления — 5 Вт.
При использовании 5 осей потребление соответственно меняется
- экструдер — 37 Вт (37 Вт – 40 % = 22,2 Вт);
- стол с подогревом — 150 Вт (150 Вт – 50 % = 75 Вт);
- двигатели в режиме работы — 15 Вт;
- двигатели в режиме простоя — 2 Вт;
- Контроллер управления — 5 Вт.
При выполнении замеров принтера в целом, а не его отдельных частей, в расчетах может возникнуть погрешность. Так как экструдер и подогрев стола работают во время печати не постоянно, а около 50–60 % от всего времени печати изделия. Поэтому от полученных показателей потребления электроэнергии столом и экструдером необходимо вычесть 40–50 % величины.
Таким образом среднее потребление электроэнергии данным устройством составляет 22,2+75+10+5=112,2вт/ч
А при использовании 5 осей 22,2+75+15+2+5=119,2вт/ч
Для измерения целесообразности применения 5осей в печати по технологии FDM был произведен расчет времени работы и количества пластика для принтера Ender3 в программном обеспечении ultimaker cura.
Расчет был произведен для четырех деталей.
Первую деталь можно увидеть на рисунке 1
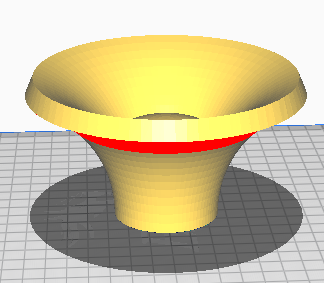
Рисунок 1. Деталь 1
Время печати данной детали с 20% заполнением стенок на принтере Ender3 составляет 33 часа 10 минут.
Из этого времени 56% времени, а именно 18:25 минут уходит на печать поддержек. На изображении отмечены красным места где необходимы поддержки, в случае их отсутствия при последовательном наплавлении слоев стенка будет стекать вниз под действием силы тяжести.
Для печати данной модели должно быть использовано 87,5м нити PLA пластика, полезными из которых являются лишь 33м, остальная часть отводится на печать поддержек.
Из этого мы можем сделать расчет потребления электроэнергии при печати данной модели 33*112,2= 3702Вт или 3,7кВт
При использовании предлагаемой мной конструкции, которая позволяет избавиться от поддержек значительно сокращается время печати, что приводит к значительному сокращению потреблению энергии и материала.
Время печати данной детали без использования поддержек составит 15 часов 30 минут, из этого мы может посчитать примерное количество энергии для печати: 15,5*119,2=1847Вт/с или 1,8кВт.
Вторую деталь можно увидеть на рисунке 2
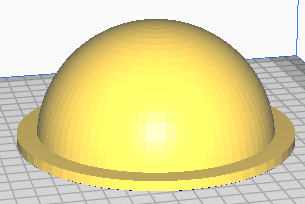
Рисунок 2. Деталь 2
Время печати данной детали с 20% заполнением стенок на принтере Ender3 составляет 17 часов.
Из этого времени 32% времени, а именно 5 часов 30 минут уходит на печать поддержек. Большая часть детали, это полусфера, при печати которой внутри образует полая область, которая в свою очередь требует огромного количества поддержек.
Для печати данной модели должно быть использовано 49м нити PLA пластика, полезными из которых являются лишь 31м, остальная часть отводится на печать поддержек.
Из этого мы можем сделать расчет потребления электроэнергии при печати данной модели 17,5*112,2= 1963Вт или 1,9кВт
При использовании предлагаемой мной конструкции, которая позволяет избавиться от поддержек значительно сокращается время печати, что приводит к значительному сокращению потреблению энергии и материала.
Время печати данной детали без использования поддержек составит 12 часов, из этого мы может посчитать примерное количество энергии для печати: 12*119,2=1430Вт/с или 1,4кВт.
Третью деталь можно увидеть на рисунке 3
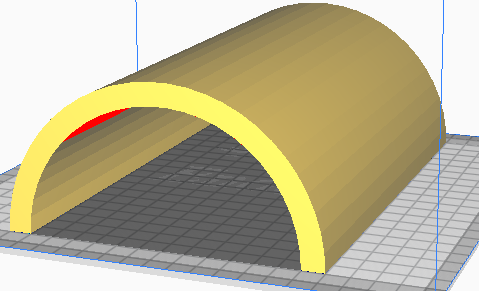
Рисунок 3. Деталь 3
Время печати данной детали с 20% заполнением стенок на принтере Ender3 составляет 53 часа.
Из этого времени 56%, а именно 30 часов уходит на печать поддержек. На изображении отмечены красным места где необходимы поддержки, в случае их отсутствия при последовательном наплавлении слоев стенка будет стекать вниз под действием силы тяжести.
Для печати данной модели должно быть использовано 150м нити PLA пластика, полезными из которых являются лишь 59м, остальная часть отводится на печать поддержек.
Из этого мы можем сделать расчет потребления электроэнергии при печати данной модели 53*112,2= 5946Вт или 5,9кВт
При использовании предлагаемой мной конструкции, которая позволяет избавиться от поддержек значительно сокращается время печати, что приводит к значительному сокращению потреблению энергии и материала.
Время печати данной детали без использования поддержек составит 23 часа, из этого мы может посчитать примерное количество энергии для печати: 23*119,2=2741Вт/с или 2,7кВт.
Вторую деталь можно увидеть на рисунке 4

Рисунок4. Деталь 4
Время печати данной детали с 20% заполнением стенок на принтере Ender3 составляет 20 часов.
Из этого времени 46% времени, а именно 9 часов 30 минут уходит на печать поддержек. Большая часть детали является нависающей над основанием.
Для печати данной модели должно быть использовано 40м нити PLA пластика, полезными из которых являются лишь 28м, остальная часть отводится на печать поддержек.
Из этого мы можем сделать расчет потребления электроэнергии при печати данной модели 20*112,2= 2244Вт или 2,2кВт
При использовании предлагаемой мной конструкции, которая позволяет избавиться от поддержек значительно сокращается время печати, что приводит к значительному сокращению потреблению энергии и материала.
Время печати данной детали без использования поддержек составит 9 часов 30 минут, из этого мы может посчитать примерное количество энергии для печати: 9,5*119,2=1132Вт или 1,1кВт.
Ниже приведена таблица1 описывающая время печати в зависимости от заполнения стенок и наличия поддержек.
Таблица 1
Сводная таблица времени печати
|
деталь |
Заполнение |
время общее |
время на печать поддержек |
Процент времени на печать поддержек |
общий вес детали |
длинна нити |
длинна нити без поддержек |
нити на поддержки |
|
деталь1 |
20% |
33:10 |
18:26 |
56% |
261г |
87,53м |
33м |
54,53 |
|
деталь1 |
40% |
36:36 |
18:25 |
50% |
306г |
102,5м |
48м |
54,46 |
|
деталь1 |
90% |
44:55 |
18:25 |
41% |
417г |
140м |
85,3м |
54,7 |
|
деталь2 |
20% |
17:31 |
5:38 |
32% |
146г |
48,94м |
31,28м |
17,66 |
|
деталь2 |
40% |
20:49 |
5:34 |
27% |
189г |
63,52м |
45,86м |
17,66 |
|
деталь2 |
90% |
28:48 |
5:34 |
19% |
298г |
100м |
82,27м |
17,73 |
|
деталь3 |
20% |
52:56 |
30:01 |
56% |
447г |
150м |
59,33м |
90,67 |
|
деталь3 |
40% |
59:17 |
29:55 |
50% |
532г |
178,5м |
87,7м |
90,8 |
|
деталь3 |
90% |
75:06 |
30:04 |
40% |
744г |
249м |
158м |
91 |
|
деталь4 |
20% |
20:23 |
9:24 |
46% |
202г |
68м |
40м |
28 |
|
деталь4 |
40% |
25:54 |
9:25 |
36% |
287г |
97м |
69м |
28 |
|
деталь4 |
90% |
30:29 |
9:24 |
24% |
500г |
170м |
140м |
30 |
Данные расчёты позволяют нам понять, что большую часть энергии, затрачиваемой на печать тратится на нагрев экструдера и нагрев рабочего стола, уменьшая общее время работы принтера мы можем добиться наибольшей энергоэффективности устройства. Соответственно уникальная 5-ти осевая кинематика позволяет значительно сократить общее время работы устройства и сэкономить значительную часть энергии.
