ОТКЛОНЕНИЕ ТОЛЩИНЫ СТЕНКИ ЗАГОТОВКИ В ПРОЦЕССЕ ВОЛОЧЕНИЯ ПРОФИЛЬНЫХ ТРУБ
Журнал: Научный журнал «Студенческий форум» выпуск №43(222)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №43(222)
ОТКЛОНЕНИЕ ТОЛЩИНЫ СТЕНКИ ЗАГОТОВКИ В ПРОЦЕССЕ ВОЛОЧЕНИЯ ПРОФИЛЬНЫХ ТРУБ
В настоящее время заказчики выставляют довольно высокие требования производителям. Одним из требований предъявляемых продукции является высокое качество, соответствовать которому мешает множество факторов. Спектр факторов влияющих на производство продукции на столько велик, что описать все роли в процессе производства не представляется возможным. Одним из важным фактором является отклонение размеров заготовки. Зависимость геометрических размеров продукции и различные показателей технологического процесса от отклонения радиуса заготовки. Значительный вклад в изучение качества трубной продукции внесли Столетний М.Ф. и Клемперт Е.Д. Они представили гистограммы отклонений размеров диаметра и толщины стенки и показали вероятностный характер.
Но предшественникам не удалость установить как влияет отклонение. В данной работе ставиться актуальная задача – определить, как зависит форма трубы и энергосиловые характеристики самого процесса производства при волочении профильных труб от отклонения толщины стенки заготовки. Ответ на этот вопрос позволит дать ценные рекомендации производителям данной продукции и поможет избежать ряд нежелательных последствий. Определим влияние отклонения толщины стенки заготовки на ряд параметров. Изучаемые параметры условно делятся на две группы: связанные с геометрией конечного продукта и связанные с энергосиловыми показателями самой операции производства.
Среди геометрических параметров исследовали толщины стенки в центре грани и наружный прогиб граней.
Среди энергосиловых параметров процесса изучили усилие волочения, работу усилия волочения, единицу массы смещаемого материала, энергоемкость волочения. Исследование роли материала выполнили с использованием программного обеспечения с целью определения искомых величин. Для определения интересующих параметров труб воспользовались программным пакетом DEFORM-3D, который использует в процессе расчета конечно элементные модели .
Исследуемым процессом обработки является холодное безоправочное волочение трубы профильной из заготовки круглого сечения. После обработке поперечное сечение трубы принимает форму шестигранника. Скорость волочения 100 мм/с. Волочение производилось без противонатяжения. Заготовка представляет собой круглую бесшовную холоднодеформированную трубу с наружным диаметром D0 12 мм.
Для получения интересующего профиля трубы, заготовку круглого сечения протягивали в один переход через рабочий инструмент. Рабочий инструмент – волочильная фильера с обжимным участком, в виде усеченной пирамиды. Угол наклона рабочей поверхности волоки составляет 100 , Размер элемента сетки разбиения равняется 0,14 мм. Коэффициент трения по Амонтону-Кулону приняли 0,1. Приняли сталь 20 за материал заготовки. Труба изготовлена в соответствии с ГОСТ 8734, материал по ГОСТ 8733. Закон упрочнения для материала задали формулой
σ=σ0,2+gΛ b ,
где σ0,2 – условный предел текучести; g и b – эмпирические коэффициенты. Для стали 20 приняли: σ0,2 = 280,3 МПа; g = 418,3 МПа и b = 0,39. Многочисленные исследования различных процессов изготовления труб показывают, что точность этого вида продукции зависит от большого количества факторов, влияние которых на конечную точность колеблется как вдоль одной трубы, так и для различных труб.
При анализе партии труб, прокатанных, казалось бы, в неизменных производственных условиях, можно убедиться в том, что размеры труб отличаются друг от друга. Разброс размеров труб в партии возникает вследствие того, что факторы, которые влияют на размер, сами подвержены случайным колебаниям.
Следовательно, распределения размеров трубы будет подчиняться закону Гаусса. Многочисленные измерения труб, полученных различными способами, как правило, подтверждают это предположение. На рис. 1 приведены построенные для наружного диаметра труб типичные гистограммы с наложенными на них гауссовскими кривыми .
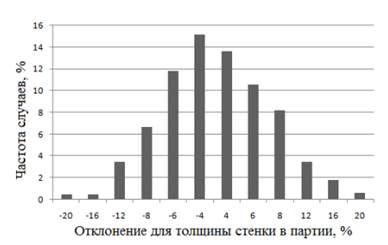
Рисунок 1. Гистограмма отклонения размеров
Для того чтобы можно было оценить влияние отклонения толщины стенки заготовки на исследуемые параметры, воспользовались варьированием толщины в диапазоне от 0,3 мм до 3,5 мм. Диапазон выбран, исходя из ГОСТ 8734 и значения толщины стенки соответствуют приведённым в нем для трубы диаметром 12 мм. При этом исследуемые заготовки имели постоянный наружный диаметр. Искомые параметры разделили на две группы: связанные с геометрией конечного продукта и связанные с энергосиловыми показателями самой операции производства.
Предметом исследования геометрических параметров формы труб, были: H - толщина стенки в центре грани, мм; L - наружный прогиб граней, мм. Для того чтобы результаты получаемые в результате проведения математического эксперимента были более точными, были найдены средние значения пяти параллельно проведенных экспериментов. Результаты усреднены и на их основании построены зависимости на рис. 2
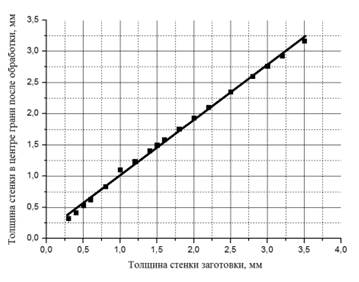
Рисунок 2. График изменения толщины стенки
После теоретического эксперимента провели практический. За параметры исследуемого процесса приняли те же, что при постановке теоретического эксперимента. Волочили трубу диаметром 12 мм и толщиной стенки 2 мм. В результате эксперимента были измерены геометрические параметры обработанной трубы и энергосиловые параметры процесса, а затем сравнены с результатами теоретической работы. Результаты сравнительного анализа представлены в табл. 1. Результаты теоретического и практического эксперимента сходятся в допустимых пределах отклонений.
Таким образом, можно сделать вывод о том, что теоретическая часть исследования соответствует реальному процессу (табл.1)
Таблица 1.
Сравнение теоретических и практических данных

Заключение
В результате выполненной работы было установлено влияние отклонения толщины стенки заготовки на форму труб и энергосиловые параметры процесса. При производстве тонкостенных труб отклонение толщины стенки оказывает существенное влияние на прогиб грани в центре стенки.
А также было установлено, не смотря на тот факт, что для производства тонкостенных труб требуется меньшая величина усилия волочения, в итоге получается, что энергоемкость процесса производства тонкостенных труб выше, чем производство толстостенных.
Статистическая обработка результатов не выявила значимых различий в расчетных и экспериментальных данных.
