СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ШТАМПА ДЛЯ «ХОЛОДНОГО» ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ
Журнал: Научный журнал «Студенческий форум» выпуск №20(287)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №20(287)
СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ШТАМПА ДЛЯ «ХОЛОДНОГО» ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ
SYSTEM OF AUTOMATIC REGULATION OF THE DIE TEMPERATURE FOR “COLD” PRESSING POWDER MATERIALS
Maxim Bazhutin
Student, South Russian State Polytechnic University (NPI) named after M.I. Platova, Russia, Novocherkassk
Idibeg Rasulov
Student, South Russian State Polytechnic University (NPI) named after M.I. Platova, Russia, Novocherkassk
Аннотация. В данной работе разработана система автоматического регулирования (САР) температуры штампа для «холодного» прессования заготовок из металлического порошка на гидравлическом прессе. Построена структура системы регулирования, снята переходная характеристика кривой разгона, рассчитаны коэффициенты ПИД-регулятора, выполнено моделирование режимов нагрева.
Abstract. In this work, a system of automatic regulation (ATS) of the stamp temperature for "cold" pressing of metal powder blanks on a hydraulic press has been developed. The structure of the control system is constructed, the transient characteristic of the acceleration curve is re- moved, the coefficients of the PID controller are calculated, and the heating modes are simulated.
Ключевые слова: прессование, штамп, система автоматического регулирования температуры, математическая модель, объект регулирования, ПИД-регулятор, Scada-система.
Keywords: hot stamping, stamp, automatic temperature control system, mathematical model, control object, PID controller, Scada system..
Эффективность автоматизации в условиях «холодного» прессования заготовок из металлического порошка определяется рациональностью выбора штамповочного оборудования и оптимальными режимами прессования [1].
Известно, что при условии подогрева шихты повышает «пластичность» материала, что улучшает физико-механические свойства полученной заготовки, снижает энергозатраты и амортизацию оборудования. Одним из вариантов практической реализации является прессование в нагретом до 200-400С штампе. По этой причине построение системы автоматического регулирования температуры штампа является актуальной задачей. В связи с характером работы штампа его нагрев и охлаждение осуществляются циклически. К основным температурным факторам, влияющим на работоспособность штампа, относятся: уровень температуры поверхности штампа, колебания температуры поверхности штампа, распределение температуры по глубине штампа.
Проектируемая САР температуры штампа имеет структуру, изображенную на рис.1, которая реализует принцип управления по отклонению.

Рисунок 1. Структурная схема САР
Алгоритм работы системы заключен в стремлении свести ошибку управления к нулю [2]. Регулируемый параметр YТ(t) сравнивается с заданным значением YЗ(t). На основании разности этих двух величин ε(t) = Yз(t) – YT(t) вырабатывается регулирующее воздействие поступающее на ИМ. На ОУ также действует и возмущающее воздействие V(t). Величина ε(t), называемая отклонением или ошибкой системы регулирования, не должна превышать определенного значения. Тогда между регулируемым параметром YT(t) и ее заданным значением YЗ(t) устанавливается вполне определенное соответствие, и, изменяя величину YЗ(t), можно управлять регулируемым параметром YT(t).
Для настройки регулятора (ПИД-регулятор) была снята экспериментально кривая разгона температуры штампа и определены по ней основные динамические параметры переходного процесса. Контроль параметров осуществляли средствами АСУТП термического участка ООО «Композит Нчк» г. Новочеркасска. Информацию выводили на экран монитора через Scada-систему Master Scada. Полученный результат представлен на рис. 2.
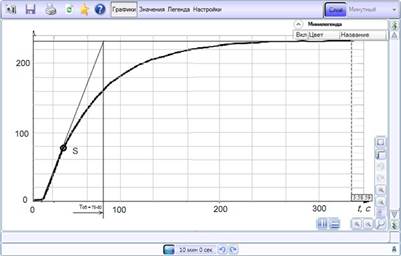
Рисунок 2. Кривая разгона
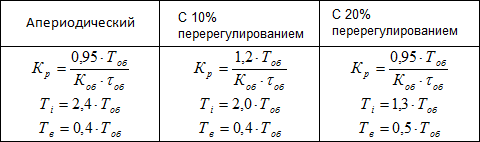
Для настройки ПИД-регулятора использовался инженерный метод, который предполагает приближенный расчет регулятора с последующим варьированием параметров для получения оптимального процесса. Расчет инженерных коэффициентов ПИД-регулятора приведен в таблице 1
Таблица 1.
Расчет коэффициентов ПИД-регулятора
Полученные графики переходных процессов представлены на рис.3.
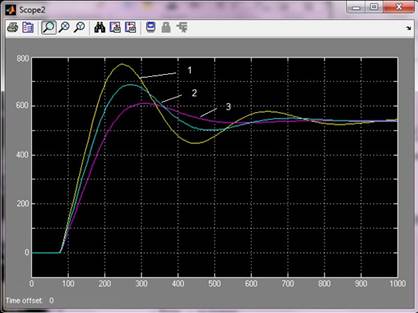
Рисунок 3. Графики переходных процессов для разных режимов регулятора:
1 – с перерегулированием 20%; 2 – с перерегулирование 10 %; 3 – апериодический режим (перерегулирование отсутствует).
Как видно из рисунка 3 наилучшие результаты дает регулятор с настройками для апериодического режима. Перерегулирование составляет порядка около 12%. Если эти параметры не удовлетворяют, имеется возможность их оптимизировать, например, уменьшив расчетную величину постоянной интегрирования.
