Статья:




УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ - ДЕТАЛИ ПРИСПОСОБЛЕНИЙ, ОСУЩЕСТВЛЯЮЩИЕ БАЗИРОВАНИЕ ЗАГОТОВКИ
Секция: Технические науки
Выходные данные
Кузьмина Е.М. УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ - ДЕТАЛИ ПРИСПОСОБЛЕНИЙ, ОСУЩЕСТВЛЯЮЩИЕ БАЗИРОВАНИЕ ЗАГОТОВКИ // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. LXXII междунар. студ. науч.-практ. конф. № 5(72). URL: https://nauchforum.ru/archive/SNF_tech/5(72).pdf (дата обращения: 26.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

LXXII Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ - ДЕТАЛИ ПРИСПОСОБЛЕНИЙ, ОСУЩЕСТВЛЯЮЩИЕ БАЗИРОВАНИЕ ЗАГОТОВКИ
Кузьмина Елизавета Михайловна
магистрант, Калужский филиал Московского Государственного Технического Университета имени Н.Э. Баумана, РФ, г. Калуга
Для обеспечения необходимой точности изготовления деталей, важным этапом является выбор способа установки заготовки в приспособление при её обработке. Основные установочные элементы, будучи размещенными в приспособлении советующим образом при базировании заготовки, представляют собой одну или несколько опорных точек. Вследствие с этим к ним предъявляются следующие требования:
1. Для обеспечения необходимого базирования заготовки, её устойчивости и жесткости закрепления должно быть четко определено число и расположение установочных элементов.
2. Для уменьшения влияния погрешности изготовления технологической базы и её макронеровностей на величину погрешности базирования заготовки необходимо выбирать установочные элементы, рабочие поверхности которых имеют небольшие размеры.
4. Для того, чтобы уменьшить влияние собственных деформаций установочных элементов и других контактных деформаций в сопряжении с корпусом приспособления, требуется обеспечить жесткость самих установочных элементов и их соединения с корпусом приспособления.
5. Конструкция должна предусматривать быструю замену установочных элементов при износе или их повреждении.
6. Чтобы уменьшить влияние износа установочных элементов
приспособления на погрешность установки, рабочие поверхности должны обладать высокой износостойкостью.
Выбор установочных элементов осуществляется в зависимости от габаритов, массы заготовки и качества поверхностей. Каждая из опор может лишать заготовку 1-й, 2-х или 3-х степеней свободы [4].
При помощи различных сочетаний основных установочных элементов приспособления базирование заготовки по плоскости осуществляется благодаря расположению этих элементов в трёх опорных точках, расположенных в одной заданной плоскости, но не на одной прямой. Тем самым заготовка лишается 3 степеней свободы − перемещения вдоль одной координатной оси (z) и поворотов вокруг двух других осей (х и у) (рис.1).
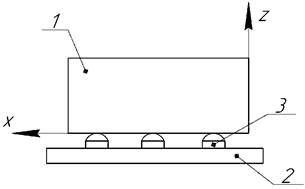
Рисунок 1. Схема базирования заготовки в приспособлении: 1 – заготовка; 2 – приспособление; 3 – опоры
Одним из видов установочных элементов приспособлений являются постоянные и регулируемые опоры. Они бывают нескольких типов: с плоской головкой; со сферической головкой и с насеченной головкой.
Выбор типа и размеров опор зависит от размеров и состояния базовых поверхностей заготовки. Опоры с плоской головкой (рис.2-а), регламентируемые ГОСТ 13440-68 [1], используются для базирования заготовки, у которой установочной базой является плоская уже обработанная (чистовая) поверхность. При базировании заготовок, где установочная база - необработанная (черновая) плоскость, применяют опоры со сферической или насеченной головкой (рис.2-б, в) по ГОСТ 13441-68 [2], ГОСТ 13442-68 [3].
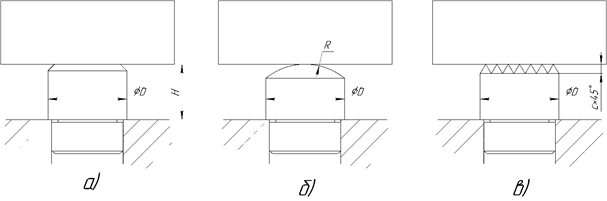
Рисунок 2. Разновидность установочных опор приспособления
Сферическая поверхность головки опоры соприкасается с поверхностью заготовки точечно, следовательно, уменьшает вероятность перекоса при контакте двух поверхностей. Опора с рифленой головкой применяется при высоконагруженных операциях и в свою очередь позволяет увеличить коэффициент трения с базовой поверхностью.
Для последующего анализа влияния опор приспособления на погрешность установки заготовки в исследовании будут использоваться опоры со сферической головкой.
Список литературы:
1. ГОСТ 13440-68. Опоры постоянные с плоской головкой для станочных приспособлений. Конструкция и размеры. М.: Стандартинформ, 1968 г.
2. ГОСТ 13441-68. Опоры постоянные со сферической головкой для станочных приспособлений. Конструкция и размеры. М.: Стандартинформ, 1968 г.
3. ГОСТ 13442-68. Опоры постоянные с насеченной головкой для станочных приспособлений. Конструкция и размеры. М.: Стандартинформ, 1968 г.
4. Корсаков В.С. Основы конструирования приспособлений М.: Машиностроение, 1983. – С. 11–25.
