Статья:




ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗАГОТОВОК ПРИ ТЕРМОСИЛОВОЙ ОБРАБОТКЕ
Секция: 8. Машиностроение
Выходные данные
Семенов К.О. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗАГОТОВОК ПРИ ТЕРМОСИЛОВОЙ ОБРАБОТКЕ // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. IX междунар. студ. науч.-практ. конф. № 2(9). URL: https://nauchforum.ru/archive/MNF_tech/2(9).pdf (дата обращения: 26.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 47 голосов
Мне нравится47
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

IX Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗАГОТОВОК ПРИ ТЕРМОСИЛОВОЙ ОБРАБОТКЕ
Семенов Кирилл Олегович
студент кафедры «Оборудование и технологии машиностроительного производства», Тольяттинский государственный университет, РФ, г. Тольятти
Расторгуев Дмитрий Александрович
научный руководитель, канд. техн. наук, доц. кафедры «Оборудование и технологии машиностроительного производства», Тольяттинский государственный университет, РФ, г. Тольятти
С целью повышения точности и стабильности геометрических форм маложестких деталей разработан новый способ, сочетающий в себе процесс правки и термообработки [1; 2]. Суть способа в том, что деформация — растяжение прикладывается к валу как при нагреве до температур закалки или отпуска, так и при остывании. Пластическая деформация вала происходит при нагревании с заданной скоростью, согласно технологии термообработки, причем стапель удлиняется больше изделия пропорционально разности коэффициентов линейного расширения. При охлаждении стапеля его скорость остывания в 1,5…2,3 раза меньше скорости охлаждения вала, последнее позволяет стабилизировать осевую нагрузку в начале охлаждения и плавно провести разгрузку, т. е. обеспечить совместность деформаций при разгрузке.
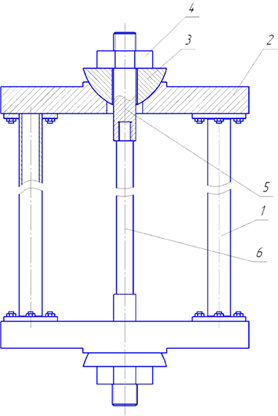
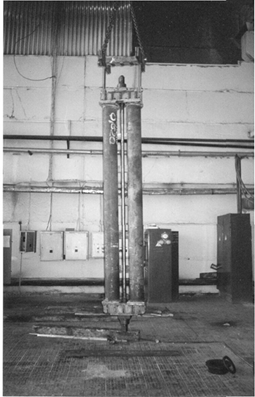
Спроектирована, изготовлена и апробирована на производстве (ОАО «Азотреммаш») установка для ТСО (рис. 1). Установка содержит стапель 1 в виде двух полых труб без наполнителя, с обоих концов неразъемно соединенных с крышками 2 коробчатой формы с отверстием в центре, переходящим во внутреннюю сферическую поверхность, сопряженные с ним сферические шайбы 3, фиксируемые гайками 4, размещенные на наружной поверхности двух тяг 5, верхней и нижней, выполненных в виде цилиндра с резьбой на наружной поверхности и внутренним резьбовым отверстием, навинчиваемых с обоих концов на деталь типа вал 6, которое должно иметь резьбу на обоих концах, причем коэффициент линейного расширения материала, из которого изготовлен вал 6 меньше коэффициента линейного расширения материала труб стапеля 1. Резьба на тягах 5 и на валу 6 выполнена с мелким шагом. Число труб в стапеле может быть более двух при условии симметричного расположения вала 6 относительно них.
а)
б)
|
Рисунок 1. Установка для ТСО: а — схема; б — общий вид |
Устройство для термосиловой обработки работает следующим образом. При нагревании устройства в шахтной печи появляется осевое растягивающее усилие, вызванное разницей коэффициентов линейного расширения труб стапеля 1 и вала 6, которое через замкнутую силовую цепь: стапель 1 — крышки 2 — сферические шайбы 3 — гайки 4 — тяги 5 — сообщается валу 6. При остывании устройства осевое усилие сохраняется за счет того, что изделие — вал 6 остывает быстрее труб стапеля 1, которые через описанную выше силовую цепь сообщают осевое усилие требуемой величины до полного остывания изделия вала 6.
Выполнение устройства для термосиловой обработки со стапелем в виде двух полых труб позволяет сделать его конструкцию более простой, при этом охлаждение вала происходит в два раза быстрее, чем стапеля, что сохраняет деталь типа вал в напряженном состоянии до полного остывания, что необходимо для достижения требуемого качества обработки.
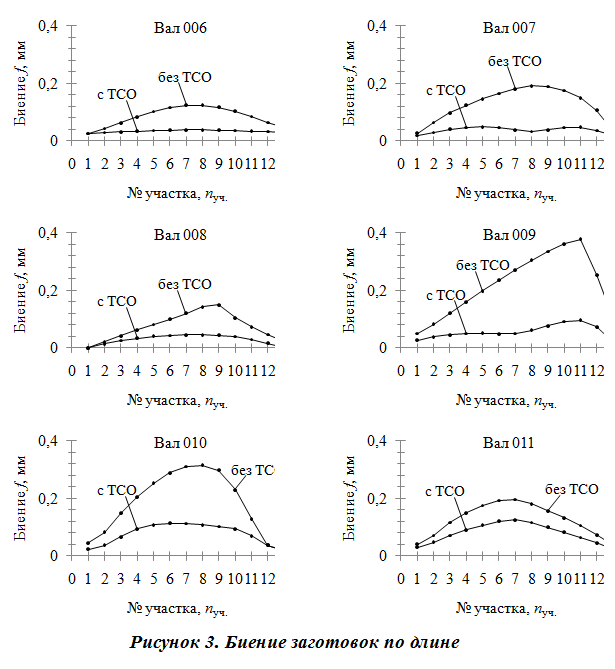
Для проверки влияния исходного искривления заготовки на искривление после ТСО была обработана партия образцов, имеющих исходное биение ![]() мм.
мм.
На основании полученных результатов построены графики изменения величины биения![]() по длине заготовки, составлены таблицы влияния режимов обработки на интенсивность снижения величины биения
по длине заготовки, составлены таблицы влияния режимов обработки на интенсивность снижения величины биения ![]() Значения интенсивности снижения величины биения определяли по формуле:
Значения интенсивности снижения величины биения определяли по формуле:
 (1)
(1)
где![]() максимальное биение заготовки до ТСО;
максимальное биение заготовки до ТСО; ![]() максимальное биение заготовки после ТСО.
максимальное биение заготовки после ТСО.
Влияние температуры обработки ![]() и скорости деформации
и скорости деформации![]() на величину интенсивности снижения биения
на величину интенсивности снижения биения ![]() в результате ТСО валов из стали 12Х18Н10Т с относительной степенью деформации
в результате ТСО валов из стали 12Х18Н10Т с относительной степенью деформации ![]() и биением перед ТСО
и биением перед ТСО![]() мм.
мм.
Таблица 1.
Величина биения от скорости деформации и температуры
Скорость деформации |
Интенсивность снижения величины биения |
||
|
|
|
|
|
2,9 |
3,1 |
3,4 |
|
3,3 |
3,4 |
3,7 |
|
3,7 |
3,8 |
4 |
Влияние степени деформации![]() на значение интенсивности снижения величины биения
на значение интенсивности снижения величины биения ![]() в результате ТСО валов из стали 12Х18Н10Т при
в результате ТСО валов из стали 12Х18Н10Т при![]() 300°С,
300°С, ![]() с
с![]() и биением перед ТСО
и биением перед ТСО![]() мм.
мм.
Таблица 2.
Влияние относительной деформации на величину биения
|
Степень деформации |
Интенсивность снижения биения |
Степень деформации |
Интенсивность снижения биения |
0,1 |
1 |
1,6 |
3,5 |
0,2 |
1,1 |
2 |
4 |
0,4 |
2 |
2,4 |
4,2 |
0,6 |
2,4 |
4 |
4,5 |
0,8 |
2,5 |
6 |
5 |
Анализ данных позволил отметить слабовыраженную зависимость интенсивности снижения величины биения от скорости деформации и температуры термомеханической обработки (таблица 1). В то же время обращает на себя внимание влияние степени относительной деформации на снижение величины биения (таблица 2). Для проверки влияния величины предварительного искривления образца на эффективность ТСО с точки зрения снижения биения был проведен сравнительный анализ по данным таблицы 3.
Влияние величины предварительного искривления образца![]() на интенсивность снижения величины биения
на интенсивность снижения величины биения ![]() в результате ТСО у валов из стали 12Х18Н10Т при
в результате ТСО у валов из стали 12Х18Н10Т при ![]() 300°С,
300°С, ![]() с
с![]() и
и ![]() .
.
Таблица 3.
Влияние предварительного искривления образца на величину биения
|
Начальное биение |
Интенсивность снижения биения |
Начальное биение |
Интенсивность снижения биения |
0,5 |
1,4 |
2 |
4 |
0,8 |
2 |
2,3 |
3,2 |
1,1 |
2,5 |
2,7 |
3 |
1,4 |
2,9 |
3 |
3 |
1,7 |
3,5 |
3,3 |
3 |
Из сопоставления данных, можно отметить снижение эффективности ТСО с точки зрения уменьшения величины биения для образцов имевших максимальное предварительное искривление. Это очевидно объясняется недостаточным деформированием образца. Термомеханическая обработка со степенью относительной деформации![]() не в силах «стереть» память сильно деформированного металла так же эффективно, как более слабо деформированного. Снижение интенсивности уменьшения биения
не в силах «стереть» память сильно деформированного металла так же эффективно, как более слабо деформированного. Снижение интенсивности уменьшения биения ![]() после пластической деформации образцов с минимальным начальным биением объясняется наличием минимально возможным значением биения после ТСО. В процессе испытаний не удалось добиться уменьшения величины биения
после пластической деформации образцов с минимальным начальным биением объясняется наличием минимально возможным значением биения после ТСО. В процессе испытаний не удалось добиться уменьшения величины биения![]() ниже 0,40 мм. Метрологические исследования изменения геометрии образцов в процессе хранения показывают, что признаки технологической наследственности (то есть деформации при ТСО образца) ярче выражены в металле, претерпевшем значительные пластические деформации. Сопоставляя данные измерений величины биения в процессе хранения образцов, можно отметить, что при ТСО со степенью деформации
ниже 0,40 мм. Метрологические исследования изменения геометрии образцов в процессе хранения показывают, что признаки технологической наследственности (то есть деформации при ТСО образца) ярче выражены в металле, претерпевшем значительные пластические деформации. Сопоставляя данные измерений величины биения в процессе хранения образцов, можно отметить, что при ТСО со степенью деформации![]() и более в металле образца начинает появляться «эффект памяти».
и более в металле образца начинает появляться «эффект памяти».
На основании проведенных исследований и анализа полученных результатов следует:
1) ТСО показывает положительное влияние на наследование образцом формы, придаваемой ему при обработке;
2) Степень относительной деформации оказывает значительное влияние на интенсивность снижения величины биения вала;
3) При больших значениях начального биения рекомендуется проведение рихтовочных операций (правка);
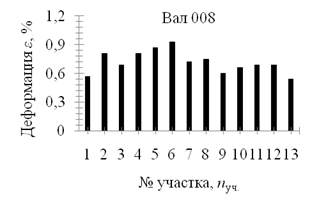
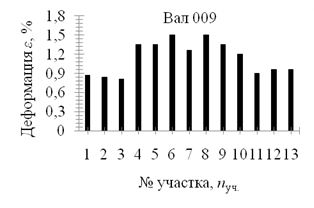
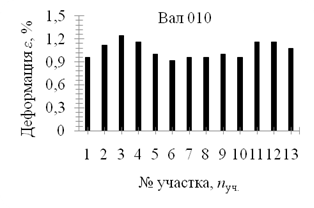
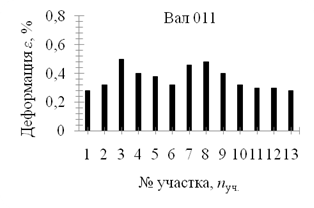
4) ТСО обеспечивает выравнивание физико-механических свойств по всему объему за счет подбора режима обработки, обеспечивающего значения критерия локальности деформации до 1,05—1,10.
|
|
|
|
|
|
|
|
|
|
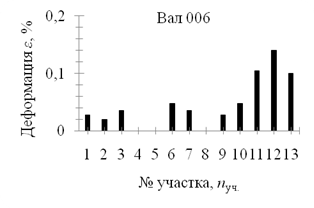
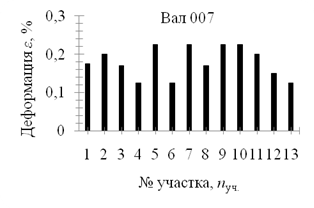
Рисунок 2. Диаграммы локальности |
|
|
|
Список литературы:
1. Драчев О.И. Новая технология термосиловой обработки маложестких валов / О.И. Драчев, Д.Ю. Воронов, Д.А. Расторгуев // Известия Волгоградского государственного технического университета. 2004. № 1. С. 32—35.
2. Драчев О.И. Моделирование упруго-пластических деформаций при термосиловой обработке / О.И. Драчев, Д.А. Расторгуев, М.В. Старостина // Вектор науки Тольяттинского государственного университета. 2012. № 3. С. 80—85.
