Статья:




ПОДВОДНАЯ СВАРКА. ТЕХНИЧЕСКИЕ ИЗМЕНЕНИЯ В КОНСТРУКЦИИ ЭЛЕМЕНТОВ ПОДВОДНОГО СВАРОЧНОГО АППАРАТА
Секция: 8. Машиностроение
Выходные данные
Абдуллин Р.Р., Шафиков М.М. ПОДВОДНАЯ СВАРКА. ТЕХНИЧЕСКИЕ ИЗМЕНЕНИЯ В КОНСТРУКЦИИ ЭЛЕМЕНТОВ ПОДВОДНОГО СВАРОЧНОГО АППАРАТА // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XI междунар. студ. науч.-практ. конф. № 4(11). URL: https://nauchforum.ru/archive/MNF_tech/4(11).pdf (дата обращения: 25.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 1 голос
Мне нравится1
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XI Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
ПОДВОДНАЯ СВАРКА. ТЕХНИЧЕСКИЕ ИЗМЕНЕНИЯ В КОНСТРУКЦИИ ЭЛЕМЕНТОВ ПОДВОДНОГО СВАРОЧНОГО АППАРАТА
Абдуллин Ринат Раилевич
студент Туймазинского индустриального техникума, РФ, Республика Башкортостан, г. Туймазы
Шафиков Марсель Маратович
студент Туймазинского индустриального техникума, РФ, Республика Башкортостан, г. Туймазы
Султанов Рим Мухтасарович
научный руководитель, преподаватель Туймазинского индустриального техникума, РФ, Республика Башкортостан, г. Туймазы
Цель данной работы: Изучение структуры подводной сварки, возможность использования компьютерных технологий и экономической выгоды при разработке, модернизации сварочного оборудования применяемой при подводной сварке.
Объект исследования: универсальный электрододержатель подводного сварочного аппарата.
Методы исследования: анализ специальной литературы по теме исследования, поиск в сети необходимой информации для выполнения расчетов, построение чертежей для создания макета электродержателя.
Подводная сварка.
Транспортировка нефти и газа в регионы потребления осуществляется, как правило, по подводным трубопроводам, добыча нефти и газа со дна морей, выполняемая со стационарных оснований во всем мире получила широкое развитие. Построены причальные сооружения с большим количеством металлических элементов, находящихся в воде. Строятся и эксплуатируются десятки тысяч кораблей и судов. В подводной части этих сооружений возникают дефекты вследствие монтажных работ, волнового воздействия, коррозии, боевых повреждений, а также ввиду возможных ошибок при проектировании и строительстве. Практика показывает, что для восстановления этих металлоконструкций требуется применение высококачественных способов сварки и резки под водой. В настоящее время существуют два основных метода выполнения сварочных работ под водой:
* сварка в сухой камере
* мокрая сварка.
Подводная сварка в сухой камере. Сварку выполняют в сухой глубоководной камере, которая вмещает в себя как сварщика, так и сварной узел. Сварка в такой камере осуществляется в абсолютно сухой среде (Рисунок 1).

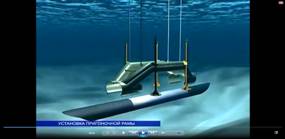
Рисунок 1. Подводная сварка в сухой камере
Недостатки сварки в сухой камере: сухая глубоководная камера очень громоздка, ее сооружение - длительный, дорогостоящий и сложный процесс, требующий использования вспомогательных судов и плавучих кранов.
Достоинства сварки в сухой камере: сварные швы, полученные в ней, не отличаются по качеству от сварных швов, сделанных на суше.
Мокрая сварка. Мокрая сварка плавящимся электродом являлась и в настоящее время является основным технологическим процессом, используемым на территории стран CHГ для восстановления большинства подводных металлоконструкций. В связи с этим, в дальнейшем изложении материала будет использоваться термин «подводная сварка», говорящий о том, что дуга горит непосредственно в воде и не защищается ничем другим, кроме газов, образующихся при плавлении электродного материала (Рисунок 2). Моя работа связанна с этим методом сварки.


Рисунок 2. Мокрая сварка
Достоинства мокрой ручной сварки:
1. Процесс происходит без каких-либо дополнительных сооружений или устройств.
2. Водолаз-сварщик имеет большую свободу перемещений и может вести работу в труднодоступных местах.
3. Сварка проводится быстро и с меньшими затратами.
Недостатки мокрой ручной сварки:
1. Невысокая производительность.
2. Значительное количество газовой фазы и механической взвеси в рабочей зоне затрудняет визуальный контроль горения дуги и формирование шва.
3. Прочностные и пластические свойства получаемых соединений отличаются неоднородностью и существенно зависят от условий сварки и от глубины, на которой выполняются работы.
Для работы под водой при мокрой сварке применяют один из видов универсального электрододержателя BROCO BR-22.

Рисунок 3. Электрододержатель BROCO BR-22
Универсальный электрододержатель BROCO BR-22 (Рисунок 3) предназначен для выполнения как сварки, так и резки под водой. Клапан подачи кислорода держателя обеспечивает подачу большого потока кислорода. Специальная форма рукоятки и ее малый вес снижают усталость предплечья водолаза. Для большей прочности и хорошей электрической изоляции корпус держателя выполнен из пластика, армированного прядями стекловолокна. Кислородный клапан электрически изолирован от держателя электрода специальной резиновой муфтой.
BR-22 состоит из следующих основных узлов: разборная рукоятка из стекловолоконного пластика, кислородный клапан с рычагом, штуцер для подсоединения кислородного шланга, накидная муфта цангодержателя, сменная цанга.
Ресурс накидной муфты - приблизительно 150-200 электродов, ресурс цанги - 20-30 электродов.
В моей работе рассматривается возможность модернизации технических элементов электрододержателя на основе универсального электрододержателя BROCO BR-22 с применением компьютерных технологий.
Для увеличения ресурса работы устройства, удобства в применении и более качественной сварки в «водной среде» мною предлагаются следующие изменения:
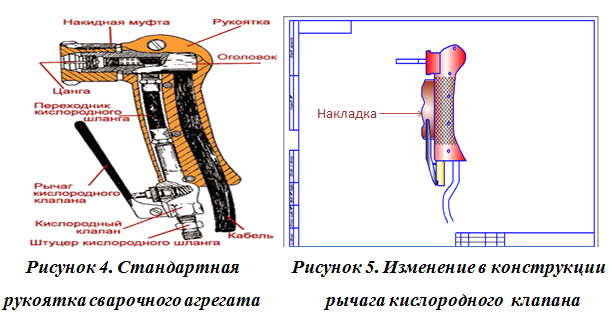
1.Изменение конструкции стандартной рукоятки сварочного агрегата (Рисунок 4). Добавляется специальная пластиковая накладка на рычаг кислородного клапана (Рисунок 5) , для более удобного захвата руками.
![]()
![]()
![]()
2.Возможность увеличения количества сменных электродов за счет использования револьверной (барабанной) конструкции смены электродов.
Внешний вид рукояти, предлагаемый после выполненных расчетов и изменений стандартной рукояти BROCO BR-22 (Рисунок 6).
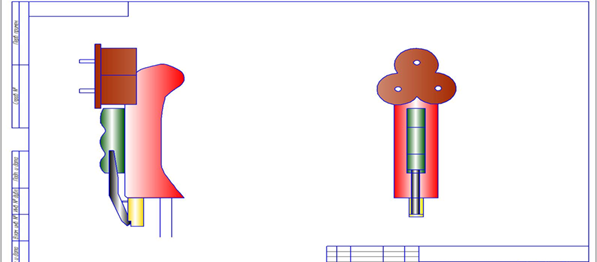
![]() Рисунок 6. Внешний вид рукояти электрододержателя
Рисунок 6. Внешний вид рукояти электрододержателя
3.Увеличение ресурса цанги, путем замены материала конструкции применяемые в современной нано технологии.
Работа представлена в Компас 3D-V13, расчеты выполнены в MS Excel 2010, с предлагаемыми изменениями стандартной рукояти BROCO BR-22.
Представленная мною работа предполагает:
- модернизацию рукояти электрододержателя BROCO BR-22 для повышения производительности труда сварщика, за счет удобного расположения рычага подачи кислорода;
- увеличение ресурса времени подводной сварки за счет возможности изменения ресурса цанги до 60-90 электродов;
- экономию за счет применения более качественных материалов и увеличения времени работы под водой;
- улучшение дизайна;
- использование данной работы как демонстрационной работы в учебных целях.
Итоги исследования: В работе рассматривается возможность модернизации элементов электрододержателя на примере BROCO BR-22 с применением компьютерных технологий, что позволит увеличить ресурс работы устройства, выполнение более качественной сварки в «водной среде», уменьшение расходов на спуск и подъем водолаза-сварщика при выполнении сложных и длительных сварочных работ.
Список литературы:
1. Безопасность производственных процессов. Учеб. пособие для сузов / Под ред.
С .В. Белова - М.: Машиностроение,2001. - 597с.
2. Логунов К. В. Подводная сварка и резка металлов - М.: Машиностроение, 2007.- 512с.
3. Мусияченко В. Ф , Михойдуй Л.Н Дуговая сварка высокопрочных легированных сталей- М.: Машиностроение, 1998г.-365с.
4. Хренов К .К. Сварка, резка и пайка металлов.- М.: Машиностроение,2005.- 448с.
