Статья:




ПРИМЕНЕНИЕ МЕТОДИК МАТЕМАТИЧЕСКОГО ПЛАНИРОВАНИЯ ЭКСПЕРИМЕНТОВ ДЛЯ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ДИФФУЗИОННОЙ СВАРКИ ТВЁРДЫХ СПЛАВОВ СО СТАЛЯМИ
Секция: 8. Машиностроение
Выходные данные
Петров К.Г., Усманов З.И., Лукьянов А.А. [и др.] ПРИМЕНЕНИЕ МЕТОДИК МАТЕМАТИЧЕСКОГО ПЛАНИРОВАНИЯ ЭКСПЕРИМЕНТОВ ДЛЯ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ДИФФУЗИОННОЙ СВАРКИ ТВЁРДЫХ СПЛАВОВ СО СТАЛЯМИ // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XXIX междунар. студ. науч.-практ. конф. № 10 (29). URL: https://nauchforum.ru/archive/MNF_tech/10(29).pdf (дата обращения: 28.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 166 голосов
Мне нравится166
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XXIX Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
ПРИМЕНЕНИЕ МЕТОДИК МАТЕМАТИЧЕСКОГО ПЛАНИРОВАНИЯ ЭКСПЕРИМЕНТОВ ДЛЯ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ДИФФУЗИОННОЙ СВАРКИ ТВЁРДЫХ СПЛАВОВ СО СТАЛЯМИ
Петров Константин Георгиевич
студент СГАУ им. С.П. Королёва, РФ, г. Самара
Усманов Замир Ильдарович
студент СГАУ им. С.П. Королёва, РФ, г. Самара
Лукьянов Андрей Александрович
студент СГАУ им. С.П. Королёва, РФ, г. Самара
Лысенков Евгений Алексеевич
студент СГАУ им. С.П. Королёва, РФ, г. Самара
Демичев Сергей Фёдорович
научный руководитель, доц. СГАУ им. С.П. Королёва,
РФ, г. Самара
В данной работе для оптимизации параметров диффузионной сварки твердых сплавов со сталями (на примере сплава ВК-15 и стали 45) использовали методики математического планирования экспериментов. В этих методиках задачи со многими факторами эксперимента ставятся так, чтобы варьировать все факторы сразу и оценивать каждый эффект по всей совокупности опытов, что дает возможность значительно сократить их количество и получить более достоверные представления.
Важным преимуществом многофакторного эксперимента также является то, что исследуемые параметры могут быть определены с меньшей ошибкой, чем при однофакторном методе.
Изложенное позволяет сделать заключение о целесообразности использования принципа многофакторного эксперимента в исследованиях по отысканию оптимальных параметров в режимах процесса ДСВ различных сочетаний материалов, в том числе и стали с твердым сплавом. Его реализация предусматривает проведение следующих этапов:
· Постановка задачи, выбор зависимых переменных (откликов), выбор независимых переменных (факторов) и уровень варьирования для них.
· Выбор математической модели для описания процесса.
· Порядок проведения экспериментов, интерпретация результатов и практические выводы.
Основным критерием качества соединений, полученных пайкой и сваркой, являются их механические характеристики: предел прочности на разрыв (отрыв), на срез (сдвиг), ударная вязкость. В то же время, с приложением сжимающих усилий, в результате пластической деформации наблюдается некоторое увеличение размеров деталей в приконтактной зоне. Деформация деталей при их соединении выше назначаемых допусков приводит к необходимости последующей механической обработки, а при невозможности таковой – браку продукции.
В связи с этим была поставлена задача отыскать оптимальные режимы процесса, которые позволили бы получить диффузионное соединение твердого сплава со сталью, обладающее высокой прочностью с минимальной пластической деформацией стального образца в приконтактной зоне.
С учетом этого, в данном случае, целесообразно отклик (выход) представить в виде двух зависимых переменных:
У1 – прочность соединения на отрыв Qотр в Н;
У2 – деформация стального образца ε %.
При построении математической модели системы обычно стремятся к самому простому ее виду; в то же время она должна наиболее правдоподобно отражать существенные стороны исследуемой системы. В этой связи целесообразно ограничивать число факторов, включая в математическую модель только те из них, которые оказывают первостепенное влияние на ход процесса.
Проведенные предварительные эксперименты по диффузионному соединению стали с твердым сплавом позволили выбрать целесообразный способ подготовки поверхностей к сварке. Шлифовка поверхностей с Ra=3.2–1.6 мкм с последующим обезжириванием, обеспечивает при сварке в рабочем вакууме получение соединения достаточно высокой твердости.
В этой связи в качестве варьируемых переменных были выбраны следующие параметры – температура процесса, удельное давление сжатия и время изотермической выдержки. Поэтому для исследования в план проведения эксперимента были включены следующие независимые переменные:
Х1 – температура процесса, Т0С;
Х2 – удельное давление сжатия, Р [МПа];
Х3 – время изотермической выдержки, τ [мин].
Остальные параметры исследуемого процесса фиксировались на постоянном уровне. Так, степень разряжения в камере составляла 10-4 –5 ·10-5 мм рт. ст., поверхность образцов готовилась согласно принятой методике, в качестве промежуточной прослойки был применен химически осажденный никель постоянной толщины в 25–30 мкм.
Важное значение при подготовке эксперимента имеет правильный выбор границ интервала варьирования независимыми переменными. Независимые переменные должны варьироваться в диапазоне, отражающем наиболее характерные особенности изучаемого процесса, а результаты – иметь познавательную практическую ценность.
С учетом этих соображений, а также на основании анализа априорной информации об исследуемом процессе были выбраны следующие границы варьирования независимых переменных:
Х1 – от 7000С до 11000С;
Х2 – от 5 МПа до 20 МПа;
Х3 – от 5 мин. до 20 мин.
В практическом отношении для решения задач при поиске оптимальных условий проведения технологических процессов и в планировании эксперимента целесообразной моделью можно считать локально-интегральную (полиноминальную) модель.
Исходя из этого уравнение регрессии в общем виде может быть представлено выражением:
![]() , (1)
, (1)
где: В0, Вi, Bij, Bii … – коэффициенты регрессии;
К – количество независимых переменных.
Область варьирования переменных (таблица 1) выбирается таким образом, чтобы она охватывала реально возможные изменения параметров режима ДСВ исследуемого сочетания материалов.
Таблица 1.
Уровни варьирования переменных
Переменная |
Основной уровень (0) |
Интервал варьирования |
Верхний уровень (+1) |
Нижний уровень (-1) |
Х1 |
900 |
200 |
1100 |
700 |
Х2 |
1,25 |
0,75 |
2 |
0,5 |
Х3 |
12,5 |
7,5 |
20 |
5 |
В данной работе опуская рассмотрение математической модели с полиномом более низкого порядка, строилась математическая модель с полиномом высокого порядка. В этом случае строится план многофакторного эксперимента второго порядка для К= 3 (табл. 3.2) и в соответствии с этим планом были проведены эксперименты.
Определение коэффициентов регрессии сводится к вычислению сумм (Оу), (iy ), (ijy) и (iiy):
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
![]() (5)
(5)
где: 
Вычисленные на ЭВМ по этим формулам коэффициенты регрессии были проверены на значимость, а полученные уравнения – на адекватность.
Таблица 2.
Планирование второго порядка
№ |
Матрица планирования |
Результаты опытов |
|||
X1 |
X2 |
X3 |
Qотр,H |
ε % |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
-1 1 -1 1 -1 1 -1 1 -1,682 1,682 0 0 0 0 0 0 0 0 0 0 |
-1 -1 1 1 -1 -1 1 1 0 0 -1,682 1,682 0 0 0 0 0 0 0 0 |
-1 -1 -1 -1 1 1 1 1 0 0 0 0 -1,682 1,682 0 0 0 0 0 0 |
15700 53200 24400 60800 27400 57200 18300 67600 10100 65800 36400 53700 43100 52600 48700 50200 48800 49100 49000 50600 |
0,04 0,06 0,09 2,60 0,06 0,80 0,11 4,10 0,06 4,60 0,01 1,00 0,02 0,30 0,225 0,215 0,200 0,205 0,210 0,230 |
Статистический анализ показал, что уравнение второго порядка с достоверной точностью описывает зависимость изменения прочности соединения (У1) от исследуемых параметров процесса (х1 , х2 , х3). Однако второе уравнение, моделирующее зависимость изменения деформации образца (У2) от этих же параметров, оказалось неадекватным. Так как стандартных схем планирования третьего порядка в настоящее время не существует, то в таких ситуациях используются специальные приемы. В данном случае применен принцип наименьших квадратов. С помощью этого метода можно вычислить уравнение регрессии заданного порядка. Для этого вначале составляется сумма
S = ∑ [Уi – f (хi)]2 , (6)
где: функция f (хi) записана со всеми неопределенными коэффициентами a,b,c и т. д. Задача состоит в том, чтобы найти набор коэффициентов a,b,c …, минимизирующих величину S.
Для нахождения коэффициентов составлялась система нормальных уравнений, число которых в системе равно количеству определяемых коэффициентов.
Полученная линейная система уравнений достаточно сложна (восемь уравнений). Решение ее проводилось с помощью ЭВМ итерационным методом (так как процедура вычисления коэффициентов регрессии громоздка и не представляет познавательного интереса, а является только вспомогательной, она в работе не приводится). Полученные коэффициенты проверялись на значимость в пределах доверительных групп, а полученное уравнение третьего порядка – на адекватность.
Проведённый статистический анализ показал, что оба уравнения регрессии вида
![]() (7)
(7)
 (8)
(8)
адекватно описывает процесс диффузионного соединения твердого сплава со сталью и могут служить его моделью.
Условные переменные х1, х2, х3 связаны с натуральными переменными Х1, Х2 , Х3 зависимостями переходного вида:
![]() (9)
(9)
где: Х0i – основной уровень i –й переменной; ΔХi – интервал варьирования i – й переменной.
Применяя эту формулу к нашим варьируемым переменным получаем:
![]()
![]() (10)
(10)
![]()
Полученная математическая модель адекватно описывает процесс ДСВ твердых сплавов со сталями. Для подтверждения результатов анализа и наглядности была произведена экспериментальная проверка расчетных значений параметров. С этой целью (рисунок 1 (а, б, в)) построена графическая зависимость прочности соединения -σß и деформации образца – ε % от трех исследуемых параметров режима в пределах выбранной области их варьирования и при последовательном фиксировании двух из них на определенном уровне. На эти графики накладывались кривые, полученные экспериментальным путем с использованием тех же табличных данных параметров режима.

Рисунок 1. Сравнение расчётных и экспериментальных параметров процесса
Как можно видеть из рисунка 1 (а, б, в), характер изменения кривых, описанных моделью (сплошная линия), идентичен экспериментальным (штриховая линия); при этом имеющаяся разница значений в соответствующих точках не превышает величины ошибки эксперимента. Таким образом, экспериментальная проверка также подтверждает приемлемость полученной модели для описания и исследования процесса ДСВ твердых сплавов со сталями.
Таким образом, полученная математическая модель, ее расчетные и графические выражения позволяют с достаточной ясностью и достоверностью представить особенности процесса ДСВ твердых сплавов со сталями и им подобным сочетаниям. Анализ результатов исследования модели дает возможность не только выбрать оптимальный режим диффузионного соединения для конкретного сочетания, но и с большей обоснованностью подходить к вопросам конструирования твердосплавного штампового инструмента.
Полученные кривые могут быть использованы для оценки области оптимальных режимов диффузионной сварки исследуемого сочетания материалов, вместе с тем, в практике не удобны.
В связи с этим, с целью обеспечения быстрого поиска оптимальных параметров процесса, на основании анализа ЭВМ, была построена номограмма (рисунок 2). По этой номограмме определены оптимальные параметры режима сварки при прочности соединения 312,5 МПа:
температура процесса Т = 10250С,
удельное давление сжатия Р = 10.9 МПа,
время изотермической выдержки τ = 18 мин.
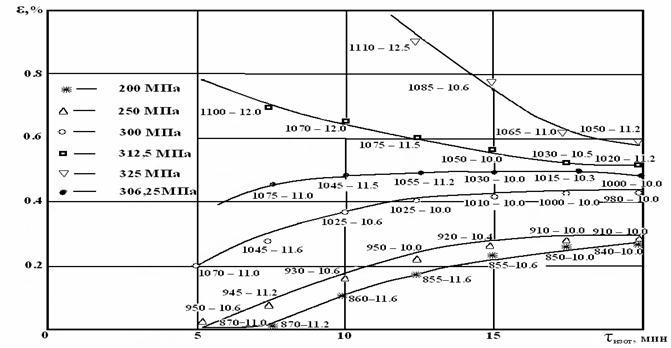
Рисунок 2. Номограмма для определения параметров режима диффузионной сварки в вакууме твердого сплава ВК-15 и стали 45 в зависимости от прогнозируемой прочности соединения
Таким образом, в результате проведённых исследований получены данные, составляющие основу технологии диффузионной сварки твёрдого сплава ВК-15 со сталью 45. Результаты работы могут найти применение в инструментальной промышленности- при изготовлении режущего и штампового инструментов, а также изделий нового назначения.
Список литературы:
- Бондарь А.В., Пешков В.В., Киреев Л.С., Шурупов В.В. Диффузионная сварка титана и его сплавов / Под ред. А.В. Бондаря. – Воронеж: Воронежский государственный университет, 1998. – 265 с.
- Люшинский А.В. Диффузионная сварка разнородных материалов: учеб. пособие для студ. высш. учеб. заведений / Под ред. А.В. Люшинского. – М.: Издательский центр «Академия», 2006. – 208 с.
- Спирин Н.А., Лавров В.В. Методы планирования и обработки результатов инженерного эксперимента: Конспект лекций / Под ред. Н.А. Спирина. – Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2004. – 257 с.
