Статья:




ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ НА СОПРОТИВЛЕНИЕ ХРУПКОМУ РАЗРУШЕНИЮ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ ТРМОУПРОЧННЫХ СТАЛЕЙ 16ГФР и 10Х2ФР
Секция: 9. Металлургия
Выходные данные
Яшанов О.Н., Яшанов Р.Н. ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ НА СОПРОТИВЛЕНИЕ ХРУПКОМУ РАЗРУШЕНИЮ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ ТРМОУПРОЧННЫХ СТАЛЕЙ 16ГФР и 10Х2ФР // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XXXIV междунар. студ. науч.-практ. конф. № 5(34). URL: https://nauchforum.ru/archive/MNF_tech/5(34).pdf (дата обращения: 26.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 1 голос
Мне нравится1
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XXXIV Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ НА СОПРОТИВЛЕНИЕ ХРУПКОМУ РАЗРУШЕНИЮ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ ТРМОУПРОЧННЫХ СТАЛЕЙ 16ГФР и 10Х2ФР
Яшанов Олег Николаевич
студент Самарского государственного технического университета, РФ, г. Самара
Яшанов Роман Николаевич
студент Самарского государственного технического университета, РФ, г. Самара
Нуяндин Владимир Дмитриевич
научный руководитель, доц. Самарского государственного технического университета,
РФ, г. Самара
Сварка без последующего отпуска. Среди рассматриваемых факторов термического цикла сварки, скорость охлаждения w6-5 оказывает наиболее сильное влияние на параметр оптимизации. Для термически упрочненной стали 16ГФР зависимость KCU-40 околошовного участка зоны термического влияния от скорости охлаждения при значениях t' = 6 и 05 с иллюстрирует рис. 1. При повышении значений w6-5 от нижнего уровня до 25–26° С/с значения KCU-40 возрастают. Дальнейшее увеличение w6-5 вплоть до верхнего уровня сопровождается понижением ударной вязкости. В диапазоне изменения значений w6-5 от 15 до 38° С/с значения
KCU-40 превышают регламентируемый

Рисунок 1. Влияние скорости охлаждения w6-5 на ударную вязкость KCU-40 металла околошовного участка зоны термического влияния сварных соединений стали 16ГФР (I и II — расчетные данные для разных плавок). Параметры имитируемого термического цикла сварки: Tmах=1350° С; t' = 46 с, t" = 82 с. 1 – имитация; 2 – реальная сварка; 3 – регламентируемый уровень KCU-40
уровень этого показателя для сварных соединений низколегированных сталей. Для объяснения полученных данных необходимо рассмотреть результаты исследования кинетики фазовых превращений и соответствующие структурные диаграммы (рис. 1). Характерно, что значения KCU-40 при t¢=6 с и t¢=47 с и совпадающих значениях других параметров практически не различаются, несмотря на то, что в первом случае размер исходного зерна аустенита примерно в 2 раза больше, чем во втором. Это свидетельствует о превалирующем влиянии на ударную вязкость фазового состава структуры по сравнению с размером исходного зерна аустенита при изменении величины последнего в определенных пределах.
Возрастание значений КСU-40 при увеличении значений w6-5 до 25—26° С/с связано с повышением однородности структуры. При этом в структуре полностью исчезает ( oС/с) или сокращается до 6–10% (wн =150°С/с) доля избыточного феррита, выделяющегося при меньших скоростях охлаждения по границам исходного зерна аустенита. Грубозернистый перлит сменяется мелкодисперсной смесью перлита и бейнита. Как видно на рис. 42, максимальное значение KCU-40 (при oС/с) соответствует перлитно-бейнитно-мартенситной структуре, когда содержание последней фазы не превышает 15–20%. При повышении содержания мартенситной составляющей в структуре выше отмеченного уровня с увеличением скорости охлаждения от 26 до 39° С/с ударная вязкость понижается. Появление и увеличение содержания мартенсита в структуре при термическом цикле с wн=150°С/с также сопровождается снижением величины KCU-40.
oС/с) или сокращается до 6–10% (wн =150°С/с) доля избыточного феррита, выделяющегося при меньших скоростях охлаждения по границам исходного зерна аустенита. Грубозернистый перлит сменяется мелкодисперсной смесью перлита и бейнита. Как видно на рис. 42, максимальное значение KCU-40 (при oС/с) соответствует перлитно-бейнитно-мартенситной структуре, когда содержание последней фазы не превышает 15–20%. При повышении содержания мартенситной составляющей в структуре выше отмеченного уровня с увеличением скорости охлаждения от 26 до 39° С/с ударная вязкость понижается. Появление и увеличение содержания мартенсита в структуре при термическом цикле с wн=150°С/с также сопровождается снижением величины KCU-40.
Анализ данных, характеризующих изменение ударной вязкости стали 10Х2ФР в зависимости от скорости охлаждения (рис. 2),
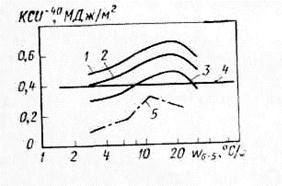
Рисунок 2. Влияние скорости охлаждения w6-5 па ударную вязкость KCU-40 металла околошовного участка зоны термического влияния сварных соединений стали 10Х2ФР. Параметры имитируемых термических циклов сварки при Tmax= 1350° С; 1 – t'=5 с, t"=17 с; 2 – t¢=5 с; t"=80 с; 3 – t'=45 с; t"=80 с; 4 – регламентируемый уровень KCU-40
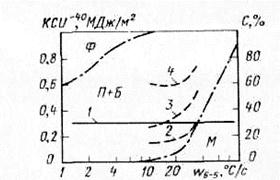
Рисунок 3. Влияние скорости охлаждения w6-5 на ударную вязкость KCU-40 образцов, имитирующих околошовный участок зоны термического влияния сварных соединений стали 16ГФР при t' = 46 с, t" = 82 с: 1 – нормативное значение KCU-40 для сварных соединений; 2 – отпуск при 550°С; 3 – при 650°С; 4 – при 700°С. Штрихпунктирными линиями показана структурная диаграмма стали 16ГФР
показывает, что повышению KCU-40 способствует уменьшение или предотвращение появления в структуре феррита и перлита при росте w6-5 до 15—20° С/с. Дальнейшее возрастание значений w6-5 сопровождается снижением ударной вязкости, и связано, как и в случае стали 16ГФР, с повышением содержания мартенситной составляющей в структуре.
Характерно, что результаты, полученные А.Ю. Шалимовым и Г.Н. Шаптало (см. рис. 2, кривая 5), отражающие зависимость показателя КСТ0 от параметра w6-4, также представляются в виде кривой с максимумом. Наибольшее значение показателя КСТ0 соответствует характеристической скорости wф, при которой предотвращается выделение избыточного доэвтектоидного феррита.
Сварка с последующим отпуском. На рис. 1, в и 5 на основе расчетов по уравнению (26) в работе (1) для термически упрочненной стали 16ГФР представлены зависимости показателя KCU-40 от параметров w6-5 и Tотп. Среди изученных эти два фактора оказывают наибольшее влияние на ударную вязкость. Для повышения значении KCU-40 стали 16ГФР благоприятны такие скорости охлаждения, при которых предотвращается появление в структуре избыточного феррита, а превращение аустенита сопровождается образованием мартенсита. Этим условиям отвечают значения w6-5, превышающие 10—15° С/с. Как видно, продукты отпуска мартенсита при температуре около 700° С способствуют повышению вязкости металла рассматриваемого участка зоны термического влияния сварного соединения.
Аналогичный эффект проявляется и для стали 10Х2ФР, для которой в условиях воздействия термического цикла сварки (t'=5 с; t"=80 с) максимальное значение KCU-40 обеспечивается после отпуска при 700° С полностью мартенситной структуры (см. рис. 1, в; 5).
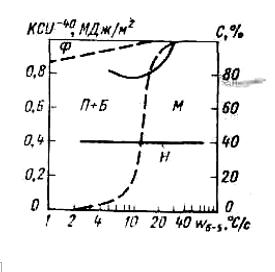
Рисунок 5. Влияние скорости охлаждения w6-5 на ударную вязкость KCU-40 образцов, имитирующих околошовный участок зоны термического влияния сварных соединений стали 10Х2ФР при t'=5 с, t"=80 с. Н — нормативное значение KCU-40 для сварных соединений стали 10Х2ФР. Штриховыми линиями показана структурная диаграмма стали 10Х2ФР
Существенное влияние на вязкость металла оказывает дисперсность отдельных фаз структуры. Ниже рассмотрены результаты исследования влияния скорости охлаждения w6-5 на характеристики структуры и сопротивления хрупкому разрушению образцов, имитирующих околошовный участок зоны термического влияния сварных соединений сталей 20ЮЧ и 09Г2С. В целях обеспечения постоянства исходного зерна аустенита имитировали термические циклы со следующими значениями важнейших параметров: Тmax= 1350oС; t'=45 с; t"=110 с. Скорость охлаждения  изменяли в интервале 0,5—70° С/с. Принятые значения параметров t¢ и t" реализуются при электрошлаковой сварке с регулированием термических циклов сталей (толщина пластин 80—85 мм).
изменяли в интервале 0,5—70° С/с. Принятые значения параметров t¢ и t" реализуются при электрошлаковой сварке с регулированием термических циклов сталей (толщина пластин 80—85 мм).
В поперечном сечении шлифа после имитации на образце термического цикла сварки и последующего отпуска при 650° С изучены следующие характеристики структуры: фазовый состав, размер исходного зерна аустенита по ГОСТ 5639-82, размер действительного зерна феррита. Данные, характеризующие изменение ударной вязкости KCU в зависимости от скорости охлаждения, представлены на рис. 6. Скорости охлаждения w8-5=0,5о С/с, характерной для общепринятой технологии ЭШС, соответствует относительно высокое среднее значение ударной вязкости KCU-20 стали 20ЮЧ, равное 0,44 МДж/м2. Однако значительный разброс данных испытания (среднее квадратическое отклонение равно 0,29 МДж/м2) свидетельствует о том, что эта температура испытания соответствует критической температуре хрупкости испытуемого металла. Увеличение значений w8-5 сопровождается изменением морфологии перлитной составляющей структуры от пластинчатого строения к сорбитообразному, повышением содержания бейнита в структуре и уменьшением содержания избыточного феррита. При этом отмечается также повышение дисперсности ферритной составляющей структуры.
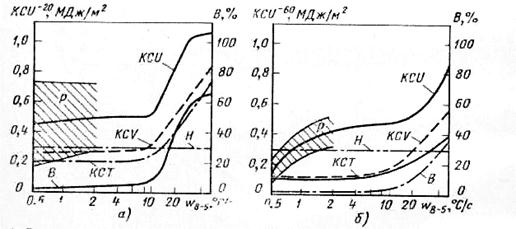
Рисунок 6. Влияние скорости охлаждения w8-5 на показатели сопротивления разрушению металла околошовного участка зоны термического влияния сварных соединений стали 20ЮЧ при температуре испытания —20° С (a) и стали 09Г2С при температуре испытания —60° С (б). Параметры термического цикла сварки: t'=45 с; t"=110 с. Р — область разброса KCU, Н — нормативное значение. Температура последующего отпуска (650±10)°С.
Указанные изменения в структуре металла исследуемого участка зоны термического влияния способствуют повышению значений  при увеличении скорости охлаждения от 0,5 до 2° С/с в основном благодаря возрастанию удельной работы КCU3. Дальнейшее повышение значений параметра w8-5 до 10° С/с сопровождается незначительным увеличением средних значений KCU-20. При значениях параметра w8-5, соответствующих 2—3°С/с, минимальные значения показателя KCU-20 превышают регламентируемый для сварных соединений уровень ударной вязкости. Это свидетельствует о целесообразности применения ЭШС с регулированием термических циклов, обеспечивающей реализацию соответствующего повышенного уровня значений параметра w8-5. Хотя повышение значений параметра w8-5 до 8–10° С/с сопровождается незначительным увеличением средних значений ударной вязкости, однако при этом отмечается существенное повышение нижней границы, соответствующей минимальным значениям KCU-40 благодаря уменьшению дисперсии.
при увеличении скорости охлаждения от 0,5 до 2° С/с в основном благодаря возрастанию удельной работы КCU3. Дальнейшее повышение значений параметра w8-5 до 10° С/с сопровождается незначительным увеличением средних значений KCU-20. При значениях параметра w8-5, соответствующих 2—3°С/с, минимальные значения показателя KCU-20 превышают регламентируемый для сварных соединений уровень ударной вязкости. Это свидетельствует о целесообразности применения ЭШС с регулированием термических циклов, обеспечивающей реализацию соответствующего повышенного уровня значений параметра w8-5. Хотя повышение значений параметра w8-5 до 8–10° С/с сопровождается незначительным увеличением средних значений ударной вязкости, однако при этом отмечается существенное повышение нижней границы, соответствующей минимальным значениям KCU-40 благодаря уменьшению дисперсии.
Увеличение скорости охлаждения более 8—10° С/с способствует интенсивному возрастанию значений ударной вязкости, что связано как с увеличением объема бейнита в структуре, так и, в особенности, с появлением в структуре продуктов бездиффузионного превращения аустенита. Сорбит, образовавшийся в результате распада мартенсита при последующем отпуске, диссоциация приграничных дефектов, снижение микронапряжений, характерных для границ мартенситных кристаллов, способствуют повышению сопротивления распространению трещин металла околошовного участка зоны термического влияния сварных соединений.
Отмеченные для стали 20ЮЧ закономерности изменения структуры и сопротивления разрушению околошовного участка зоны термического влияния проявляются и для стали 09Г2С.
Список литературы:
1. Об особенностях структурных превращений сталей при электрошлаковой сварке с регулированием термических циклов/Б.А. Федосеев, Ю.И. Рубенчик, B.В. Панков и др. – Сварочное производство, 1992, № 11, С. 2–4.
2. Применение термически упрочненных низколегированных сталей для объектов нефтяной и газовой промышленности Е.М. Кузмак, Н.Н. Кошелев, А.Н. Хакимов и др. – М.: Недра, 1987. 212 с.
3. Хакимов А.Н. Нуяндин В.Д. Влияние параметров термических циклов сварки на свойства электрошлаковых сварных соединений.
