Теоретическое исследование влияния геометрических параметров инструмента и заготовки на силовые режимы процесса ротационной вытяжки
Конференция: X Международная научно-практическая конференция "Научный форум: технические и физико-математические науки"
Секция: Машиностроение и машиноведение

X Международная научно-практическая конференция "Научный форум: технические и физико-математические науки"

Теоретическое исследование влияния геометрических параметров инструмента и заготовки на силовые режимы процесса ротационной вытяжки
Theoretical study of the effect of the geometric parameters of the tool and workpiece on the power regimes of the rotational drawing process
Andrey Udalov
graduate student of the department of metallurgical and rotary machines, FGAOU VO "Ural Federal University named after the first President of Russia B.N. Yeltsin", Russia, Ekaterinburg
Alexey Averin
graduate student of the department of materials science and basics of construction, FGBOU VO "Vyatka State University", Russia, Kirov
Alexander Udalov
candidate of technical sciences, associate professor of the department of materials science and basics of construction, FGBOU VO "Vyatka State University", Russia, Kirov
Аннотация. Выполнено теоретическое исследование влияния геометрических параметров инструмента и заготовки на силы ротационной вытяжки цилиндрических деталей по обратному способу. Получены аналитические и графические зависимости сил ротационной вытяжки от геометрических параметров обрабатывающего инструмента и заготовки. Результаты теоретического исследования хорошо согласуются с экспериментом и могут быть использованы при проектировании процессов ротационной вытяжки цилиндрических деталей.
Abstract. A theoretical study of the effect of geometric parameters of tool and billet on the forces of rotational drawing of cylindrical parts on the reverse method is performed. Analytical and graphical dependencies of the rotational extraction forces on the geometric parameters of the machining tool and billet are obtained. The results of the theoretical study are in good agreement with experiment and can be used in designing the processes of rotational drawing of cylindrical billets.
Ключевые слова: труба; ролик; оправка; ротационная вытяжка; сила; степень деформации.
Keywords: pipe; roller; mandrel; rotary drawing; force; degree of deformation.
В технологиях изготовления деталей различного назначения все большее применение, благодаря своим достоинствам, находят процессы обработки металлов давлением с созданием локального очага деформации. Одним из таких процессов является ротационная вытяжка осесимметричных деталей коническим роликом, которая может проводиться по прямому и обратному способу [1, 2, 3]. Несмотря на довольно широкое использование ротационной вытяжки, в технической литературе посвященной изучению данного процесса, крайне мало практических рекомендаций и инженерных методик, позволяющих определять силовые режимы процесса.
Целью статьи является разработка инженерной методики позволяющей определять силы процесса ротационной вытяжки цилиндрической детали с утонением стенки коническим роликом по обратному способу в зависимости от геометрических параметров инструмента и заготовки.
В процессе ротационной вытяжки цилиндрическая заготовка 1 обрабатывается коническим роликом 2, который совершает качение по ее поверхности (Рисунки 1 и 2). Перед обработкой заготовка 1 устанавливается с небольшим зазором на цилиндрической оправке 3, которая фиксируется на шпинделе передней бабки станка. В осевом направлении заготовка фиксируется упором 4. Для исключения проворачивания заготовки, в процессе обработки, она фиксируется относительно оправки с помощью буртиков (на рисунке 1 буртики не показаны), выполненных на торце заготовки и упора. В результате крутящий момент передается от шпинделя к заготовке, которая начинает вращаться с угловой скоростью ![]() .
.
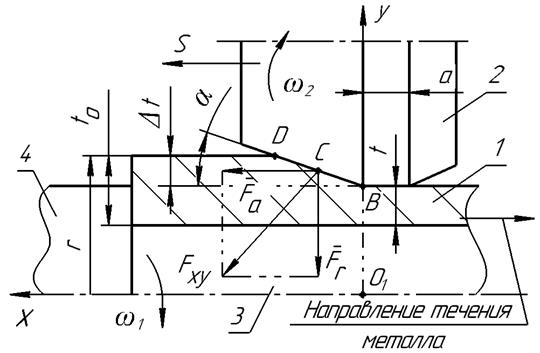
Рисунок 1. Силы ротационной вытяжки в осевом сечении ![]() : 1 – обрабатываемая заготовка (труба); 2 – деформирующий ролик; 3 – оправка; 4 – упор;
: 1 – обрабатываемая заготовка (труба); 2 – деформирующий ролик; 3 – оправка; 4 – упор; ![]() – проекция результирующей силы на плоскость
– проекция результирующей силы на плоскость ![]() ; BD – линия контакта ролика и заготовки в плоскости
; BD – линия контакта ролика и заготовки в плоскости ![]()
Ролик 2 настраивается на требуемое утонение стенки ![]() и затем осуществляется его осевое перемещение (вдоль оси
и затем осуществляется его осевое перемещение (вдоль оси ![]() ) с подачей
) с подачей ![]() . В процессе контакта с заготовкой, за счет сил трения, ролик 2 начинает вращаться с угловой скоростью
. В процессе контакта с заготовкой, за счет сил трения, ролик 2 начинает вращаться с угловой скоростью ![]() и совершать качение по обрабатываемой поверхности. Процесс ротационной вытяжки по обратному способу (Рисунок 1) отличается тем, что направление подачи инструмента
и совершать качение по обрабатываемой поверхности. Процесс ротационной вытяжки по обратному способу (Рисунок 1) отличается тем, что направление подачи инструмента ![]() противоположно направлению течения металла на выходе из очага деформации.
противоположно направлению течения металла на выходе из очага деформации.

Рисунок 2. Силы ротационной вытяжки в радиальном сечении ![]() :
: ![]() – проекция результирующей силы на плоскость yz; AB – дуга контакта ролика и заготовки в плоскости
– проекция результирующей силы на плоскость yz; AB – дуга контакта ролика и заготовки в плоскости ![]()
В процессе обработки между роликом и заготовкой образуется контактная поверхность, имеющая сложную форму, на которой возникают следующие силы (Рисунки 1 и 2): ![]() – осевая сила;
– осевая сила; ![]() – радиальная сила;
– радиальная сила; ![]() – тангенциальная сила. Осевая сила направлена вдоль оси
– тангенциальная сила. Осевая сила направлена вдоль оси ![]() , радиальная – вдоль оси
, радиальная – вдоль оси ![]() , а тангенциальная – вдоль оси
, а тангенциальная – вдоль оси ![]() . Численные значения сил используются при проектировании приводов осевой и поперечной подачи роликов, а также для определения требуемой мощности на шпинделе. Силы ротационной вытяжки образуют параллелепипед сил с результирующей, приложенной в центре тяжести поверхности контакта ролика и заготовки С.
. Численные значения сил используются при проектировании приводов осевой и поперечной подачи роликов, а также для определения требуемой мощности на шпинделе. Силы ротационной вытяжки образуют параллелепипед сил с результирующей, приложенной в центре тяжести поверхности контакта ролика и заготовки С.
Силы, возникающие при ротационной вытяжке, определены в зависимости от следующих геометрических параметров инструмента и заготовки:
– угла конусности ролика ![]() ;
;
– радиуса ролика ![]() по калибрующему пояску
по калибрующему пояску ![]() ;
;
– наружного радиуса цилиндрической заготовки ![]() .
.
За основу силового расчета принята известная методика [3], в которую внесены дополнения, позволяющие более точно учесть влияние геометрических параметров заготовки и инструмента на силы ротационной вытяжки. Силы, возникающие при ротационной вытяжке, определяются по следующим формулам:
осевая сила деформирования
![]() , (1)
, (1)
где ![]() – коэффициент;
– коэффициент;
![]() – сопротивление деформации металла, усредненное по очагу деформации;
– сопротивление деформации металла, усредненное по очагу деформации;
![]() и
и ![]() – соответственно, исходная и конечная толщина стенки трубы;
– соответственно, исходная и конечная толщина стенки трубы;
радиальная сила деформирования
![]() , (2)
, (2)
где ![]() – длина очага деформации (Рисунок 4);
– длина очага деформации (Рисунок 4);
![]() – ширина калибрующего пояска ролика (Рисунок 1);
– ширина калибрующего пояска ролика (Рисунок 1);
тангенциальная сила деформирования
![]() , (3)
, (3)
где ![]() – угол контакта ролика с трубой (Рисунок 2).
– угол контакта ролика с трубой (Рисунок 2).
Угол контакта ролика с трубой определяется по формуле
 , (4)
, (4)
где ![]() – радиус ролика по калибрующему пояску;
– радиус ролика по калибрующему пояску;
![]() – наружный радиус заготовки (трубы);
– наружный радиус заготовки (трубы);
![]() – расстояние между осями вращения ролика и обрабатываемой трубы (Рисунок 2),
– расстояние между осями вращения ролика и обрабатываемой трубы (Рисунок 2),
где ![]() – абсолютная деформация стенки трубы (утонение стенки).
– абсолютная деформация стенки трубы (утонение стенки).
Длина очага деформации ![]() (Рисунок 3) определяется с учетом осевой подачи ролика по формуле
(Рисунок 3) определяется с учетом осевой подачи ролика по формуле
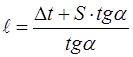 , (5)
, (5)
где ![]() – осевая подача ролика;
– осевая подача ролика;
![]() – угол конусности ролика.
– угол конусности ролика.

Рисунок 3. К определению длины очага деформации ℓ:
![]() – проекция поверхности контакта ролика и трубы в тангенциальном направлении (на плоскость
– проекция поверхности контакта ролика и трубы в тангенциальном направлении (на плоскость ![]() )
)
Коэффициент ![]() определяется по формуле
определяется по формуле
 , (6)
, (6)
где ![]() – ширина очага деформации равная длине дуги контакта AB ролика и заготовки (Рисунок 2);
– ширина очага деформации равная длине дуги контакта AB ролика и заготовки (Рисунок 2);
 – средняя толщина стенки трубы в пределах очага деформации.
– средняя толщина стенки трубы в пределах очага деформации.
Сопротивление деформации металла, усредненное по очагу деформации, определяется выражением
![]() , (7)
, (7)
где ![]() – условный предел текучести металла заготовки;
– условный предел текучести металла заготовки;
![]() – сопротивление деформации металла после пластического формоизменения.
– сопротивление деформации металла после пластического формоизменения.
Сопротивление деформации металла определяется с учетом упрочнения по формуле
![]() , (8)
, (8)
где ![]() и b – эмпирические коэффициенты упрочнения металла;
и b – эмпирические коэффициенты упрочнения металла;
![]() – интенсивность деформаций сдвига металла,
– интенсивность деформаций сдвига металла,
в которой  – относительная деформация стенки трубы.
– относительная деформация стенки трубы.
Зависимости сил ротационной вытяжки коническим роликом по обратному способу от различных факторов.
По уравнениям (1), (2) и (3) построены графики (Рисунки 4, 5, 6) зависимости сил ротационной вытяжки цилиндрической заготовки из стали 20 по обратному способу от отношения радиуса ролика к радиусу заготовки ![]() при различных углах конусности ролика и постоянных значениях параметров –
при различных углах конусности ролика и постоянных значениях параметров – ![]() 0,4;
0,4; ![]() 1 мм/об;
1 мм/об; ![]() 100 мм;
100 мм; ![]() 10 мм;
10 мм; ![]() 2 мм.
2 мм.
Анализ графических зависимостей (Рисунки 4, 5, 6) показывает, что с увеличением отношения ![]() радиальная и осевая силы увеличиваются, а тангенциальная уменьшается. Уменьшение тангенциальной силы, с увеличением отношения
радиальная и осевая силы увеличиваются, а тангенциальная уменьшается. Уменьшение тангенциальной силы, с увеличением отношения ![]() , связано с уменьшением проекции поверхности контакта ролика и трубы на плоскость
, связано с уменьшением проекции поверхности контакта ролика и трубы на плоскость ![]() (Рисунок 3). Увеличение угла конусности ролика
(Рисунок 3). Увеличение угла конусности ролика ![]() приводит к уменьшению радиальной и тангенциальной силы. Осевая сила с увеличением угла конусности ролика сначала уменьшается, но при
приводит к уменьшению радиальной и тангенциальной силы. Осевая сила с увеличением угла конусности ролика сначала уменьшается, но при ![]() начинает увеличиваться. Данное обстоятельство позволяет утверждать, что существует оптимальное значение угла
начинает увеличиваться. Данное обстоятельство позволяет утверждать, что существует оптимальное значение угла ![]() (примерно 20о), при котором осевая сила минимальна.
(примерно 20о), при котором осевая сила минимальна.
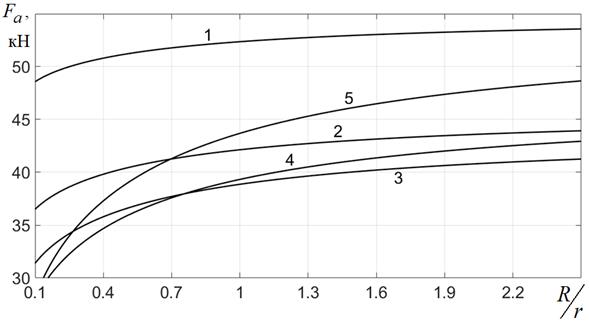
Рисунок 4. Зависимость осевой силы ротационной вытяжки по обратному способу от отношения радиусов ролика и заготовки:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
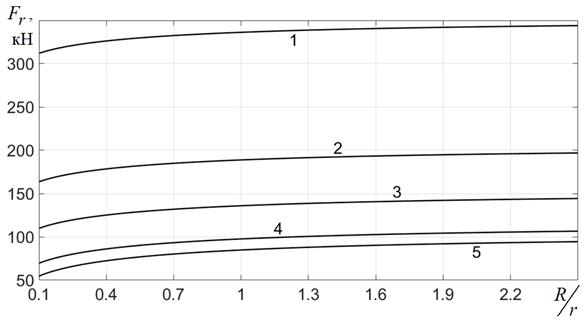
Рисунок 5. Зависимость радиальной силы ротационной вытяжки по обратному способу от отношения радиусов ролика и заготовки:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
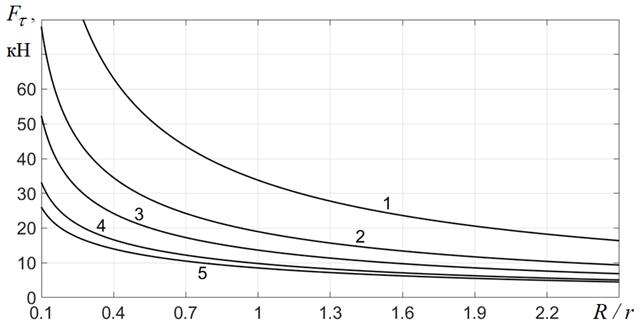
Рисунок 6. Зависимость тангенциальной силы ротационной вытяжки по обратному способу от отношения радиусов ролика и заготовки:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
Результаты представленного теоретического исследования хорошо согласуются с экспериментом и могут быть использованы при разработке процессов ротационной вытяжки цилиндрических деталей коническим роликом по обратному способу.
Список литературы:
1. Ковка и штамповка: справочник. В 4 т. Т. 4. Листовая штамповка / под ред. С.С. Яковлева. 2-е изд., перераб. и доп. Москва: Машиностроение, 2010. 732 с.
2. Машиностроение: энциклопедия. В 40 т. Т. III-2. Технологии заготовительных производств / И.Л. Акаро [и др.]; под ред. В.Ф. Мануйлова. Москва: Машиностроение. 1996. 736 с.
3. РТМ – 1.648 – 79. Ротационная вытяжка на станах типа СРГ / Л.А. Раков [и др.]. Москва: НИАТ. 1983. 192 с.
