МЕТОДИКА ОЦЕНКИ КОЛЕБАТЕЛЬНОГО ПРОЦЕССА ПРИ ТОЧЕНИИ ПО ФАЗОВОЙ ДИАГРАММЕ ВИБРАЦИОННОГО СИГНАЛА
Конференция: XCVII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Машиностроение и машиноведение

XCVII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»

МЕТОДИКА ОЦЕНКИ КОЛЕБАТЕЛЬНОГО ПРОЦЕССА ПРИ ТОЧЕНИИ ПО ФАЗОВОЙ ДИАГРАММЕ ВИБРАЦИОННОГО СИГНАЛА
METHOD FOR EVALUATING THE OSCILLATORY PROCESS DURING TURNING BASED ON A PHASE DIAGRAM OF THE VIBRATION SIGNAL
Vlasov Sergey Alekseevich
Master's student, Yuri Gagarin State Technical University of Saratov, Russia, Saratov
Yankin Igor Nikolaevich
Doctor of Technical Sciences, Professor, Yuri Gagarin State Technical University of Saratov, Russia, Saratov
Аннотация. В статье представлена методика оценки колебательного процесса при продольном точении по фазовой диаграмме вибрационного сигнала. Описаны инструментальная реализация измерений, этапы цифровой обработки ускорения и система количественных признаков фазовой траектории. Показан порядок применения методики для сопоставления режимов обработки и формирования решения при мониторинге состояния процесса.
Abstract. The paper presents a method for evaluating the oscillatory process in longitudinal turning from a phase diagram of the vibration signal. The instrumental measurement scheme, the digital processing stages of acceleration and a set of quantitative phase-trajectory features are described. The method application procedure is shown for comparing cutting conditions and supporting monitoring decisions.
Ключевые слова: точение, вибрационный сигнал, фазовая диаграмма, колебательный процесс, цифровой мониторинг, динамическая устойчивость.
Keywords: turning, vibration signal, phase diagram, oscillatory process, digital monitoring, dynamic stability.
Введение
Колебания технологической системы при точении влияют на фактическую толщину срезаемого слоя, качество поверхности и стойкость инструмента. Поэтому при назначении режима резания необходимо учитывать не только производительность, но и динамическое состояние процесса [3, 4].
В практике контроля процесса широко применяются временные и спектральные показатели вибрации. Вместе с тем фазовая диаграмма представляет более наглядную форму описания движения, поскольку отражает взаимосвязь перемещения и скорости и позволяет оценивать геометрию траектории, а не только уровень сигнала [1, 2, 5].
Цель статьи — представить понятную рецензенту методику фазовой оценки колебательного процесса при продольном точении, включающую измерительную схему, цифровую обработку сигнала и правило практической интерпретации результатов.
Объект исследования и инструментальная реализация
Методика ориентирована на массив сигналов, полученный при продольном точении на станке 1К625. Заготовка выполнена из стали 45, имеет диаметр 60 мм и длину 170 мм при твердости HRC 24. Режущая часть инструмента оснащена пластиной из твердого сплава Т15К6. Регистрация колебаний ведется в радиальном и тангенциальном направлениях датчиками ДН14, оцифровка выполняется устройством ЛА20USB.
Таблица 1.
Исходные данные инструментальной реализации методики
|
Характеристика |
Принятое значение |
|
Операция обработки |
продольное точение |
|
Станок |
1К625 |
|
Материал заготовки |
сталь 45, HRC 24 |
|
Размер заготовки |
диаметр 60 мм, длина 170 мм |
|
Режущая пластина |
твердый сплав Т15К6 |
|
Каналы регистрации |
радиальный и тангенциальный |
|
Датчики |
ДН14 |
|
Оцифровка |
ЛА20USB |
Матрица режимов включает шесть частот вращения шпинделя, четыре значения подачи и две глубины резания, то есть 48 сочетаний. Такой массив удобен для группирования режимов по условной интенсивности обработки и последующего сопоставления динамического отклика.
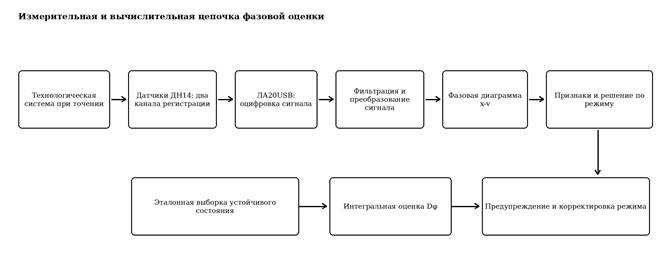
Рисунок 1. Измерительная и вычислительная цепочка фазовой оценки колебательного процесса
Методика построения фазовой диаграммы
Исходным информационным массивом служит дискретная реализация виброускорения a[i]. Для всех опытов используется единая последовательность обработки: исключение постоянной составляющей, фильтрация, переход к скорости v[i] и смещению x[i], построение траектории в координатах «смещение — скорость» и расчет ее признаков. Неизменность процедуры обработки необходима для корректного сопоставления режимов.
Для количественного описания фазовой диаграммы используется вектор признаков q = (Rrms, S95, Ke, Lt, Hp), где Rrms — среднеквадратический радиус траектории, S95 — площадь области, содержащей основную массу точек, Ke — коэффициент вытянутости, Lt — нормированная длина линии, Hp — энтропия заполнения фазовой области. Совместное рассмотрение признаков позволяет оценивать не только масштаб, но и форму движения.
Таблица 2.
Основные количественные признаки фазовой диаграммы
|
Показатель |
Диагностический смысл |
Практическая интерпретация |
|
Rrms |
Общий размер фазовой траектории |
Рост указывает на увеличение масштаба колебаний |
|
S95 |
Площадь основной фазовой области |
Рост отражает расширение области состояний |
|
Ke |
Вытянутость траектории |
Изменение характеризует перестройку формы движения |
|
Lt |
Нормированная длина линии |
Рост соответствует усложнению траектории |
|
Hp |
Энтропия заполнения области |
Показывает степень упорядоченности распределения точек |
Для автоматизированного мониторинга признаки объединяются в интегральную оценку Dφ относительно эталонной выборки устойчивого состояния. В качестве расчетной основы целесообразно использовать расстояние Махаланобиса между текущим вектором признаков и эталонным многомерным распределением, что позволяет учитывать согласованное изменение нескольких признаков.ъ
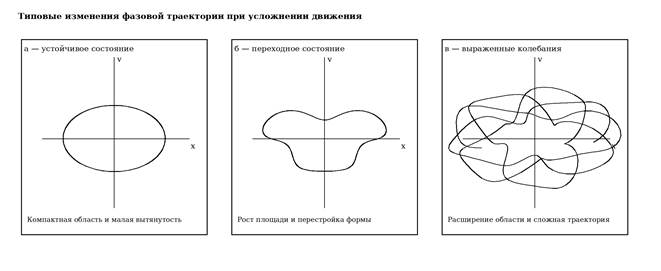
Рисунок 2. Типовые изменения фазовой траектории при усложнении колебательного движения
Порядок сопоставления режимов и интерпретация
Для группирования опытов используется условная интенсивность обработки Iу = S·n·tп. В исследуемой матрице она изменяется от 8,75 до 224 мм²/мин и применяется как основа для сравнения режимов с близкой технологической нагрузкой.
В ранее выполненной обработке массива получены ориентировочные значения коэффициента закономерной составляющей Kс, равные 0,323 и 0,309 для сопоставляемых групп режимов в радиальном канале. Эти значения важны как исходные ориентиры для разделения режимов по степени выраженности структурированной вибрационной составляющей.
Дополнительную основу для интерпретации создает динамическая характеристика подсистемы инструмента. Для нее выделена область около 2157 Гц, где максимальная динамическая податливость составляет 16,2 мкм/даН. Поэтому рост фазовых признаков следует оценивать совместно с повышением спектральной активности вблизи указанной частоты.
Практическая схема цифрового мониторинга
После калибровки на эталонном устойчивом режиме входной сигнал анализируется в скользящих временных окнах одинаковой продолжительности. Для каждого окна рассчитываются фазовые признаки и интегральная оценка Dφ, после чего текущие значения сопоставляются с эталонной доверительной областью.
При устойчивом выходе за предупредительный уровень формируется рекомендация проверить состояние режущего инструмента, закрепление заготовки или параметры режима. Если превышение сохраняется в последовательных окнах и подтверждается ростом активности в опасной частотной зоне, режим должен быть отнесен к неблагоприятным. Такая последовательность делает результат анализа понятным для рецензента и технолога, поскольку путь от сигнала к диагностическому решению полностью прозрачен.
Обсуждение результатов
Предлагаемая методика отличается от обзорного описания колебаний тем, что переводит фазовую диаграмму из иллюстративного элемента в измеряемый диагностический объект. Для рецензента это важно, поскольку в статье четко показана связь между реальной измерительной цепочкой, цифровой обработкой сигнала и получаемым решением о состоянии процесса.
Методика не претендует на окончательное установление универсальных порогов для любых условий точения. Ее практическая ценность состоит в создании воспроизводимой процедуры, которую можно использовать для сравнения режимов одной технологической системы, а затем расширять с учетом шероховатости поверхности, износа инструмента и иных независимых показателей результата обработки.
Таблица 3.
Рекомендуемая интерпретация результатов фазовой оценки
|
Состояние процесса |
Признаки |
Рекомендуемое действие |
|
Устойчивое |
Dφ находится в эталонной области, рост фазовых признаков отсутствует |
Продолжить обработку и регистрацию сигнала |
|
Переходное |
Наблюдается рост одного или нескольких признаков, требуется контроль динамики |
Проверить инструмент и параметры режима |
|
Неблагоприятное |
Рост Dφ подтверждается последовательными окнами и частотным контролем |
Скорректировать режим либо остановить операцию |
Заключение
Разработана методика оценки колебательного процесса при продольном точении по фазовой диаграмме вибрационного сигнала. Методика объединяет регистрацию виброускорения датчиками ДН14, оцифровку устройством ЛА20USB, построение траектории в координатах «смещение — скорость» и расчет системы количественных признаков фазовой области.
Для массива из 48 режимов сформулирован порядок сопоставления динамического отклика по условной интенсивности обработки, коэффициенту закономерной составляющей и фазовым признакам. В качестве дополнительных ориентиров используются динамическая характеристика подсистемы инструмента и опасная частотная область около 2157 Гц. Предложенная структура анализа может применяться как основа для интерпретируемого цифрового мониторинга процесса точения.
