РОЛЬ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ В ФОРМИРОВАНИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ФРЕЗЕРОВАНИИ МЕТАЛЛОВ
Конференция: XCVII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Машиностроение и машиноведение

XCVII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»

РОЛЬ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ В ФОРМИРОВАНИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ФРЕЗЕРОВАНИИ МЕТАЛЛОВ
THE ROLE OF TEMPERATURE IN THE CUTTING ZONE IN THE FORMATION OF RESIDUAL STRESSES DURING METAL MILLING
Gavrilov Alexandr Valerianovich
PhD Candidate, Moscow State University of Technology «STANKIN», Russia, Moscow
Аннотация. В статье рассматривается роль температуры, возникающей в зоне резания, в процессе формирования остаточных напряжений при фрезеровании металлов. В статье показано, что температура в зоне резания влияет на остаточные напряжения при фрезеровании. Анализируются два механизма: тепловой (создает растягивающие напряжения) и механический (сжимающие). Рассмотрено влияние режимов резания и охлаждения на тепловую составляющую. Приведены модели Джонсона-Кука, суперпозиционные и результаты численного моделирования для алюминиевых, стальных и жаропрочных сплавов.
Abstract. The article examines the role of temperature generated in the cutting zone in the formation of residual stresses during metal milling. It is shown that the temperature in the cutting zone affects residual stresses in milling. Two mechanisms are analyzed: thermal (which generates tensile stresses) and mechanical (which generates compressive stresses). The influence of cutting parameters and cooling conditions on the thermal component is considered. The Johnson-Cook model, superposition models, and numerical simulation results for aluminum, steel, and high-temperature alloys are presented.
Keywords: milling, residual stresses, cutting temperature, thermal mechanism, mechanical mechanism, Johnson-Cook model, FEM, surface layer, aluminum alloy.
Ключевые слова: фрезерование, остаточные напряжения, температура резания, тепловой механизм, механический механизм, модель Джонсона-Кука, МКЭ, поверхностный слой, алюминиевый сплав.
1. ВВЕДЕНИЕ
Качество поверхностного слоя деталей, изготовленных фрезерованием, во многом определяется характером и величиной остаточных напряжений, которые оказывают существенное влияние на усталостную прочность, коррозионную стойкость и геометрическую стабильность изделий [5]. Сжимающие остаточные напряжения повышают сопротивление усталости, тогда как растягивающие сокращают ресурс детали. По промышленной статистике, около 40% отказов несущих алюминиевых компонентов в авиакосмической отрасли связаны с остаточными напряжениями от механообработки [2].
Формирование остаточных напряжений при фрезеровании обусловлено совокупным воздействием механических нагрузок и термических эффектов. Конкуренция тепловых и механических процессов является универсальным явлением для всех видов фрезерования [5]; суперпозиция носит нелинейный характер вследствие запаздывания снятия тепловой нагрузки при релаксации [3].
Практическая значимость понимания тепловых эффектов возрастает по мере расширения применения титановых сплавов, жаропрочных никелевых сплавов и высокопрочных алюминиевых сплавов серии 7000 в авиакосмических конструкциях – отклонение от плоскостности тонкостенных деталей после фрезерования нередко составляет 0,1-0,5 мм [2].
Целью работы является систематизация современных знаний о роли температуры в зоне резания при формировании остаточных напряжений при фрезеровании металлов, а также анализ методов управления тепловым фактором. Рассмотрены аналитические, экспериментальные и численные подходы применительно к сплавам EN AW-2024 T351, 7050-T7451, 7075-T7451, Ti-6Al-4V и GH4169.
2. МЕХАНИЗМЫ ФОРМИРОВАНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
2.1. Тепловой механизм
В процессе фрезерования в зоне контакта инструмента с заготовкой выделяется теплота за счет пластической деформации в первичной зоне сдвига, трения на передней и задней поверхностях инструмента. Тепловой баланс в первичной зоне сдвига описывается уравнением 1 [8]:
|
|
(1) |
где Qs – мощность тепловыделения в первичной зоне сдвига; Fs – результирующая сила резания; V – скорость резания; w - ширина резания; τc – касательное напряжение в зоне сдвига. Чем выше Qs, тем сильнее тепловой вклад и тем вероятнее формирование растягивающих остаточных напряжений на поверхности.
Тепловые остаточные напряжения формируются в результате неравномерного нагрева и последующего охлаждения материала. Тепловая составляющая напряжений пропорциональна полю T(x,z): чем выше температура резания, тем интенсивнее тепловое расширение и тем больше растягивающие остаточные напряжения, остающиеся после охлаждения заготовки. Совместное действие силового и теплового механизмов и формируемые ими разнознаковые напряжения схематически представлены на рисунке 1 [3]. Как видно из рисунка, тепловая нагрузка даёт на поверхности растягивающие напряжения (стеснённое расширение при нагреве и свободное сжатие при остывании), а силовая - сжимающие с компенсирующим растяжением в глубине; их наложение формирует профиль «растяжение у поверхности - пик сжатия в подповерхностном слое.
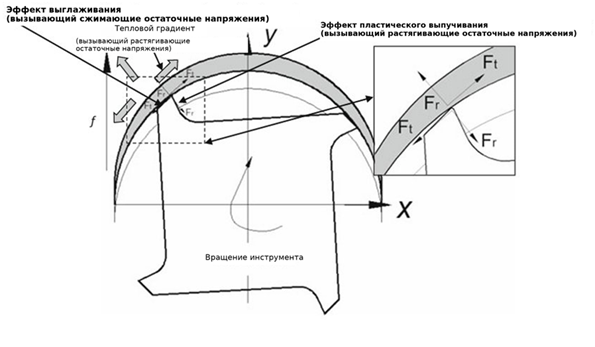
Рисунок 1. Схема совместного влияния силы резания и температуры на формирование остаточных напряжений при фрезеровании [3]
2.2. Механический механизм
Механический механизм обусловлен пластической деформацией поверхностного слоя под действием сил резания. Деформированный слой стремится расшириться в плоскости поверхности, однако нижележащий упругий материал ограничивает это расширение, формируя сжимающие остаточные напряжения. Механическая составляющая в точке (x, z) рассчитывается по методу Буссинеска для распределенных нормальной p(s) и тангенциальной q(s) нагрузок в зоне контакта [3]. Чем больше сила резания, тем значительнее механическая составляющая и тем глубже зона пластической деформации.
|
|
(2) |
|
|
(3) |

Уравнения 2-3 показывают, что чем больше сила резания, тем значительнее механическая составляющая напряжений и тем глубже распространяется зона пластической деформации. В отличие от теплового механизма, механический вклад создает сжимающие остаточные напряжения на поверхности.
2.3. Суперпозиция механизмов и ее нелинейный характер
Jiang и др. [4] количественно показали: при обычных режимах фрезерования Al 7050-T7451 коэффициент влияния тангенциальной силы на тангенциальные остаточные напряжения составляет в среднем 65%, а температурный вклад – 35%. Для радиального направления роль силы выше: около 89%, тогда как температура вносит лишь около 11%.
Jiang и др. [3] показали, что алгебраическая сумма напряжений от силовой и тепловой нагрузок по отдельности меньше результата их совместного действия – суперпозиция носит нелинейный характер. Влияние силы составляет от 53 до 78% в зависимости от коэффициента СТ (отношение силовой нагрузки к тепловой); при его увеличении доля силового вклада возрастает.
Таблица 1.
Сравнение теплового и механического механизмов формирования остаточных напряжений
|
Тепловой механизм |
Механический механизм |
|
Источник: тепловое расширение и охлаждение материала |
Источник: пластическая деформация от сил резания |
|
Знак на поверхности: растягивающие (+) |
Знак на поверхности: сжимающие (-) |
|
Знак в подповерхностном слое: сжимающие (-) |
Знак в подповерхностном слое: растягивающие (+) |
|
Усиливается при: высокой скорости резания, сухой обработке, попутном фрезеровании |
Усиливается при: большой глубине резания, встречном фрезеровании, тупом инструменте |
|
Управление: охлаждение, снижение скорости резания |
Управление: геометрия инструмента, режимы резания |
3. КОНСТИТУТИВНАЯ МОДЕЛЬ ДЖОНСОНА–КУКА
Для численного моделирования фрезерования с учетом температурных эффектов применяется конститутивная модель Джонсона-Кука. Модель описывает реологическое поведение металлов при высоких скоростях деформации и температурах и содержит три множителя: деформационного упрочнения, скоростного упрочнения и теплового разупрочнения. Именно третий множитель отражает роль температуры в формировании остаточных напряжений: при повышении температуры предел текучести снижается, материал деформируется интенсивнее, что изменяет распределение деформаций и перераспределяет остаточные напряжения [2, 7]:
|
|
(4) |
где A – начальный предел текучести (МПа); B – коэффициент деформационного упрочнения; n – показатель упрочнения; C – коэффициент скоростного упрочнения; m – показатель теплового разупрочнения; ε – пластическая деформация; ε̇ и ε̇₀ – текущая и эталонная скорости деформации; T, Tкомн., Tплавл. – текущая, комнатная и температура плавления. Третий множитель является ключевым: при T → Tплавл. предел текучести стремится к нулю, пластическая деформация облегчается, тепловой механизм формирования растягивающих напряжений усиливается.
Таблица 2.
Параметры модели Джонсона–Кука для различных материалов
|
Материал |
A, МПа |
B, МПа |
n |
C |
m |
Источник |
|
Ti-6Al-4V |
860 |
683 |
0,47 |
0,035 |
1,0 |
[7] |
|
Al 7075-T7451 |
435 |
278,94 |
0,34 |
0,019 |
0,96 |
[2] |
|
Al 2024-T3 |
370 |
300 |
0,30 |
0,004 |
1,49 |
[14] |
Storchak и др. [6] разработали два алгоритма определения параметров модели: одновременное (погрешность 17-30%) и раздельное с учетом физических механизмов деформирования (погрешность 8-17%). Параметр m, характеризующий тепловое разупрочнение, следует определять в условиях реального резания – это существенно улучшает точность прогноза.
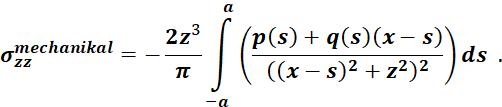
Jia и др. [2] применили модель для сплава 7075-T7451 и подтвердили: при росте частоты вращения шпинделя nc от 3000 до 7000 об/мин температура резания повышается от 34,2 до 62,6 °С, что определяет знак и величину остаточных напряжений. МКЭ-модель в Abaqus воспроизвела напряжения с максимальной погрешностью 16,48%. Расчетная схема процесса с выделением характерных зон деформации и параметрами конечноэлементной сетки показана на рисунке 2 [7]. Зоны различаются механизмом формирования напряжений: зона 1 (поверхность) - термомеханика, зона 2 (подповерхностный слой) - механика, зона 3 (объём) - упругость; сетка 5 мкм в зонах 2–3 необходима, чтобы разрешить градиент напряжений у поверхности и не занизить подповерхностный пик сжатия.
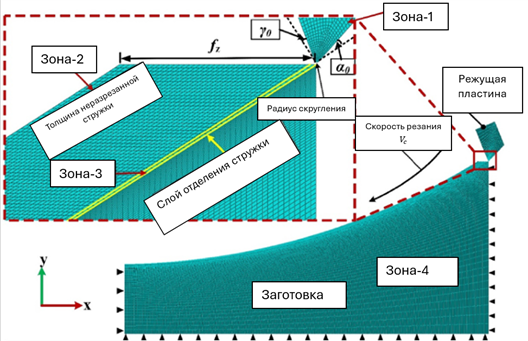
Рисунок 2. Расчетная модель высокоскоростного фрезерования
Ti-6Al-4V: зоны деформации Зона-1…Зона-3, размер элементов сетки в зонах сдвига 5 мкм [7]
4. ВЛИЯНИЕ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ НА ТЕПЛОВОЙ ВКЛАД
4.1. Влияние скорости резания
Zawada-Michałowska и др. [13] при фрезеровании Al EN AW-2024 T351 показали: остаточные напряжения возрастают до vc = 750 м/мин, затем при vc = 900 м/мин (режим ВСО) резко снижаются вследствие изменения характера теплообмена. Во всех случаях напряжения оставались растягивающими – свидетельство доминирования теплового механизма.
Zawada-Michałowska в работе [11] подтвердила аналогичную тенденцию для сплава 7050-T7451 при фрезеровании тонкостенных деталей с максимальной осевой глубиной резания: максимальные растягивающие напряжения наблюдаются при vc ≈ 600 м/мин; при дальнейшем росте до 900 м/мин напряжения снижаются, но остаются выше, чем при vc = 300 м/мин. Единственный случай доминирования механического механизма – при vc = 300 м/мин и толщине стенки t ≥ 1,5 мм, когда зафиксированы сжимающие напряжения.
Для Ti-6Al-4V картина качественно иная. Ullah и др. [7] установили: при скорости 150 м/мин «белый слой» (~0,5-1,0 мкм) отсутствует, и напряжения растягивающие. При скоростях 210-250 м/мин белый слой формируется (толщина 0,57-0,94 мкм): фазовые превращения α→β сопровождаются изменением объема кристаллической решетки, что создает сжимающие остаточные напряжения, а твердость поверхности возрастает.
Изменение знака остаточных напряжений по глубине при появлении белого слоя иллюстрирует рисунок 3 [7]: в отсутствие белого слоя напряжения растягивающие, при его образовании – сжимающие. На рисунке видно, что профиль имеет крючкообразную форму с пиком сжатия на глубине около 10 мкм; знак поверхностного напряжения определяется белым слоем: без него поверхность растянута, при его образовании - сжата.
Рисунок 3. Расчетные и экспериментальные профили остаточных напряжений σ₁₁ и σ₂₂ по глубине при фрезеровании Ti-6Al-4V: без белого слоя – растягивающие (a, b, c); с белым слоем – сжимающие (d, e, f) [7]
4.2. Влияние подачи на зуб и ширины фрезерования
Jia и др. [2] провели четырехфакторный трехуровневый ортогональный эксперимент при фрезеровании Al 7075-T7451 (факторы: nc, fz, ap, ae). Температура варьировалась от 34,2 до 62,6 °С.
Таблица 3.
Ранжирование влияния параметров фрезерования на остаточные напряжения Al 7075-T7451 [2]
|
Направление σ |
Доминирующий параметр |
Ранжирование |
Физическое объяснение |
|
Поперек подачи (X) |
ae - ширина резания |
ae > fz > ap > nc |
Ширина расширяет зону пластической деформации и меняет тепловой баланс |
|
Вдоль подачи (Y) |
fz - подача на зуб |
fz > ae > ap > nc |
Подача определяет толщину среза и глубину эффекта полирования |
Zawada-Michałowska и др. [13] подтвердили: остаточные напряжения возрастают с увеличением fz во всем диапазоне vc = 150-900 м/мин. Ширина фрезерования оказывает аналогичное влияние – с ростом ae напряжения возрастают до максимума, затем снижаются в режиме ВСО [12].
Взаимодействие параметров нелинейно: при малых fz увеличение ap дает прирост силы Fx на 212%; при больших fz влияние ap ослабевает и прирост составляет лишь 125%, поскольку доминирует толщина срезаемого слоя. Характер зависимости продольных и поперечных напряжений от уровней технологических параметров представлен на рисунке 4 [2]. Показано, что влияние параметров анизотропно: поперечные σX определяются шириной ae (с её ростом сжимающие σX уменьшаются по модулю), а продольные σY - подачей fz (с её ростом σY резко убывают по модулю); nc и ap второстепенны.
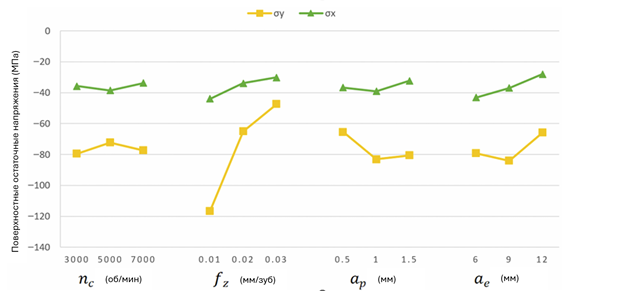
Рисунок 4. Зависимость остаточных напряжений σX и σY от уровней параметров фрезерования сплава Al 7075-T7451 [2]
4.3. Попутное и встречное фрезерование
Zawada-Michałowska и др. [12] сравнили попутное и встречное фрезерование Al 2024-T351: встречное дает более низкие растягивающие остаточные напряжения. При попутном фрезеровании тепловой механизм доминирует сильнее, поскольку максимальное тепловыделение приходится на начало контакта; разница в средних напряжениях составляет около 170% [12]. Фрезерование параллельно направлению прокатки дает более низкие растягивающие напряжения, чем перпендикулярно – вследствие тепловой анизотропии и различия в характере пластической деформации [12].
Таблица 4.
Влияние условий обработки на знак остаточных напряжений при фрезеровании
|
Материал |
Условия обработки |
Знак σ на поверхности |
|
Al 2024-T351 |
vc = 150–750 м/мин |
Растягивающие (+), растут с vc [13] |
|
Al 2024-T351 |
vc = 900 м/мин (ВСО) |
Растягивающие (+), снижаются [13] |
|
Al 7050-T7451 |
vc = 300 м/мин, t ≥ 1,5 мм |
Сжимающие (−) [9] |
|
Al 7050-T7451 |
vc ≈ 600 м/мин |
Максимум растягивающих (+) [9] |
|
Ti-6Al-4V |
150 м/мин, без белого слоя |
Растягивающие (+) [7] |
|
Ti-6Al-4V |
210–250 м/мин, с белым слоем |
Сжимающие (−) [7] |
|
Al 7075-T7451 |
nc = 3000 об/мин, T = 34,2 °С |
Сжимающие, доминирует механика [2] |
|
Al 7075-T7451 |
nc = 7000 об/мин, T = 62,6 °С |
Сжимающие, σY до −129 МПа [2] |
|
Al 2024-T351 |
Встречное vs. попутное |
Встречное → меньше растягивающих [12] |
5. ВЛИЯНИЕ УСЛОВИЙ ОХЛАЖДЕНИЯ
Управление температурой посредством выбора условий охлаждения – один из наиболее доступных инструментов регулирования остаточных напряжений. Рассматриваются три метода: сухое резание, обильное охлаждение (СОЖ под давлением) и метод минимальной подачи смазочно-охлаждающего вещества (МСМ).
Xu и др. [9] исследовали торцевое фрезерование GH4169 и установили: растягивающие остаточные напряжения при сухом резании значительно выше, чем при влажном. Усталостная долговечность при сухом фрезеровании (VB = 0,05 мм) составляет 1,36×10⁵ циклов, при влажном – 2,42×10⁵ циклов (на 78% выше). При VB = 0,20 мм и сухом резании долговечность снижается до 7,58×10⁴ циклов – лишь 35% от показателя влажного фрезерования. При росте износа с 0,05 до 0,20 мм долговечность при сухом резании снижается на 44%, при влажном – лишь на 10%.
При сухом резании трещины зарождаются на поверхности вследствие доминирования тепловых дефектов; при влажном – в подповерхностном слое. Zawada-Michałowska и др. [12] показали: обильное охлаждение дает более низкие растягивающие напряжения по сравнению с МСМ, поскольку снижает тепловой вклад.
По данным Jiang и др. [3], условия охлаждения влияют прежде всего на тепловую составляющую суперпозиционной модели. При увеличении коэффициента СТ от 0,09 до 0,14 доля сжимающих напряжений на поверхности деталей из Al 2024-T3 возросла на 5,8-28,9%. Влияние соотношения силовой и тепловой нагрузки на знак поверхностных напряжений показано на рисунке 5 [3]. Как видно, с ростом доли силовой нагрузки относительно тепловой поверхностные напряжения смещаются в сжимающую область, поэтому снижение тепловой составляющей (например, охлаждением) увеличивает долю благоприятных сжимающих напряжений.
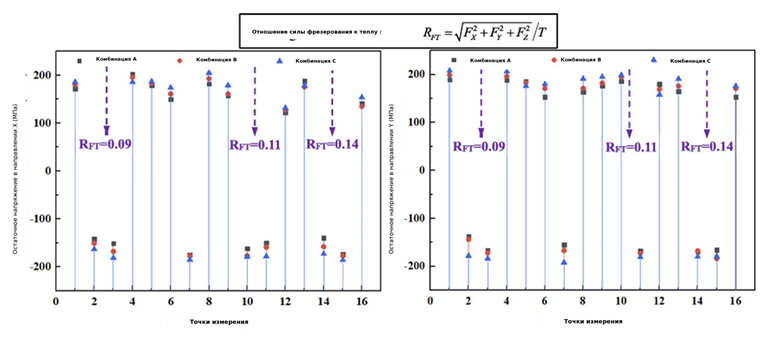
Рисунок 5. Остаточные напряжения на поверхности деталей из Al 2024-T3 при различных соотношениях силовой к тепловой нагрузке [3]
6. АНАЛИТИЧЕСКИЕ МОДЕЛИ И МОДЕЛИРОВАНИЕ МКЭ
6.1. Аналитическая суперпозиционная модель
Yue и др. [10] разработали аналитическую модель предсказания остаточных напряжений при фрезеровании Ti-6Al-4V на основе итерационного алгоритма термомеханической связанности: сила резания рассчитывается по модели Oxley, результат подается в модель температуры Huang–Liang, полученная температура уточняет силу – цикл повторяется до сходимости. Механическая и тепловая составляющие суммируются:
|
|
(5) |
где ![]() – итоговый тензор напряжений в точке поверхностного слоя;
– итоговый тензор напряжений в точке поверхностного слоя; ![]() – механическая составляющая, определяемая из решения контактной задачи Буссинеска для распределенных нагрузок в зоне контакта инструмента;
– механическая составляющая, определяемая из решения контактной задачи Буссинеска для распределенных нагрузок в зоне контакта инструмента; ![]() – тепловая составляющая, определяемая из решения задачи теплопроводности с источниками тепла в первичной и вторичной зонах деформации.
– тепловая составляющая, определяемая из решения задачи теплопроводности с источниками тепла в первичной и вторичной зонах деформации.
Тепловая составляющая обусловливает растягивающий характер поверхностных напряжений; пиковые сжимающие напряжения на глубине 15-20 мкм определяются преимущественно механической составляющей. История нагружения обрабатывается алгоритмом МакДауэлла; влияние обработки распространяется до ~50 мкм. Погрешность предсказания пикового значения – не более 20%.
Zhou и Yang [15] реализовали аналогичный подход для никель-алюминиевой бронзы, впервые учтя прерывистый характер переменной нагрузки при торцевом фрезеровании. D'Oliveira и др. [1] показали: одного прохода инструмента достаточно для формирования представительного напряженного состояния; тепловые нагрузки перераспределяют начальные остаточные напряжения заготовки. Сопоставление аналитически рассчитанных и экспериментальных профилей напряжений по глубине приведено на рисунке 6 [10]. Рисунок показывает, что расчёт и эксперимент согласуются: влияние обработки прослеживается до ~50 мкм, пик сжатия - на 15–20 мкм, что подтверждает применимость модели для прогноза подповерхностного максимума напряжений.
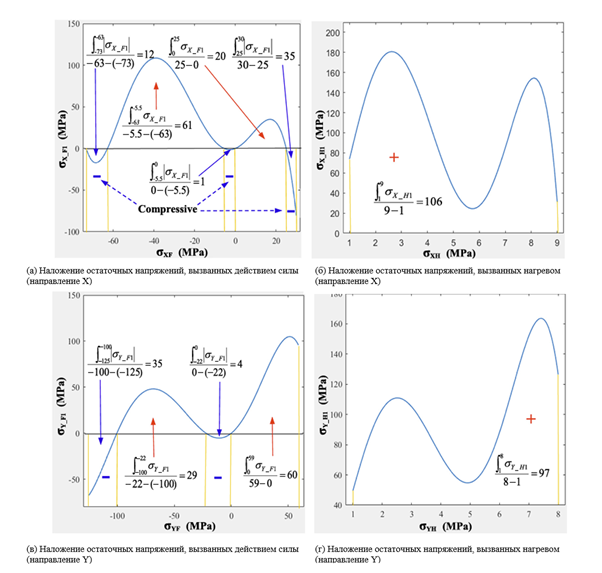
Рисунок 6. Расчетные профили остаточных напряжений по глубине при фрезеровании Ti-6Al-4V [10]
6.2. Двухфазное МКЭ-моделирование
Ullah и др. [7] выполнили двухфазное моделирование в Abaqus: фаза 1 (явный динамический анализ) - силы и температура с погрешностью ≤11% и ≤12%; фаза 2 (неявный статический анализ) – охлаждение до комнатной температуры с формированием итоговых остаточных напряжений. Итоговая погрешность по напряжениям ≤15%.
Jia и др. [2] использовали Abaqus 2023 с элементами C3D8RT (размер 0,05 мм в зоне резания) и коэффициентом трения 0,3; погрешность: 16,48% по σX и 11,86% по σY. Jiang и др. [3] применили двойное моделирование (AdvantEdge + Abaqus) для независимого расчета трех составляющих и доказали нелинейность суперпозиции. Раздельный вклад силовой, тепловой и совместной нагрузок в итоговое поле напряжений представлен на рисунке 7 [3]. Как видно из рисунка, напряжения от совместного действия нагрузок превышают сумму раздельных вкладов, что подтверждает нелинейность суперпозиции и необходимость связанного термомеханического расчёта.
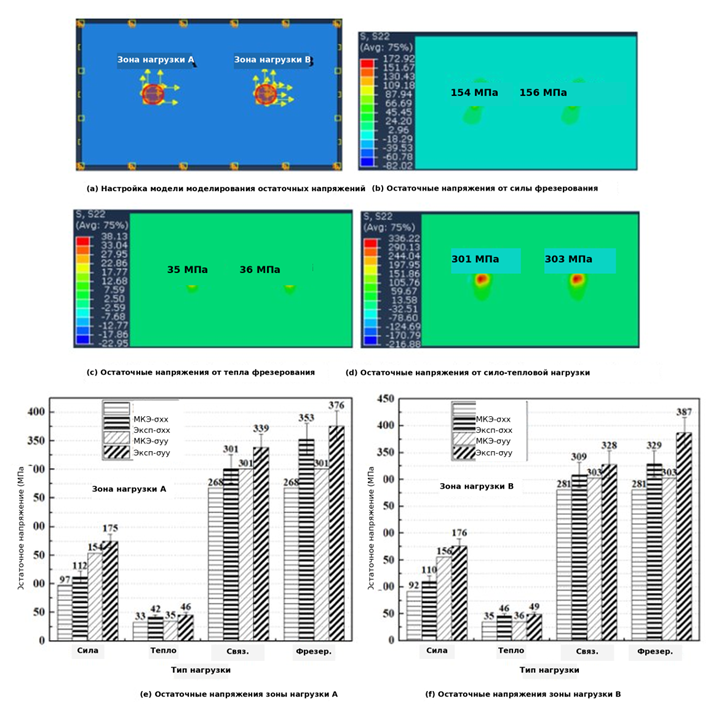
Рисунок 7. Расчет и эксперимент: остаточные напряжения от силовой, тепловой и совместной нагрузок при фрезеровании Al 2024-T3 [3]
6.3. Регрессионные предиктивные модели
Jia и др. [2] на основе 9 ортогональных экспериментов построили степенные регрессионные модели для Al 7075-T7451 (уравнения 6-9):
|
|
(6) |
|
|
(7) |
|
|
(8) |
|
|
(9) |
Наибольший показатель при ae в σx (-0,67) подтверждает ведущую роль ширины резания для поперечных напряжений; при fz в σy (-0,832) – ведущую роль подачи для продольных. Погрешность при проверке на трех дополнительных режимах: ≤18,69% по напряжениям и ≤12,27% по силам. Нейросетевые подходы дают погрешность 7,42%, но требуют 25 обучающих экспериментов против 9 у регрессионной модели.
Zhou [14] подчеркнул: перспективным направлением является гибридная методология, совмещающая физически обоснованные модели с подходами машинного обучения для учета многомасштабных эффектов.
7. СВЯЗЬ ТЕМПЕРАТУРНОГО ФАКТОРА С ВИБРАЦИЯМИ ПРИ ФРЕЗЕРОВАНИИ
Вибрации инструмента и заготовки влияют на остаточные напряжения через два канала: прямое изменение сил резания (механическая составляющая) и изменение тепловыделения (тепловая составляющая). Их взаимодействие нелинейно [3].
Yue и др. [10] зафиксировали: при увеличении ширины резания и подачи мощность колебаний в направлении, перпендикулярном поверхности заготовки, существенно возрастает, нарушая предположение о постоянстве сил резания – что является одной из причин увеличения погрешности прогноза.
Jia и др. [2] показали: при росте nc с 3000 до 7000 об/мин температура повышается с 34,2 до 62,6 °С, и при высокой частоте σY = -129,4 МПа – следствие доминирования теплового механизма. Jiang и др. [4] установили: параметрические комбинации с высоким коэффициентом СТ (преобладание силового вклада) дают больше сжимающих напряжений. Вибрации, снижающие эффективный коэффициент за счет флуктуирующего тепловыделения, могут приводить к формированию неблагоприятных растягивающих напряжений.
Исследование этой взаимосвязи в различных частотных диапазонах вибраций является одним из ключевых направлений диссертационной работы.
8. ВЫВОДЫ
Сопоставление результатов 15 рассмотренных работ, выполненных на разных материалах и разными методами, позволяет предложить обобщенную классификацию режимов фрезерования по доминирующему механизму формирования остаточных напряжений и сформулировать выводы, выходящие за рамки отдельных публикаций.
8.1. Авторская классификация режимов по доминирующему механизму
На основе анализа источников режимы фрезерования предлагается разделить на три группы по тому, какой механизм определяет знак поверхностных напряжений:
– Термодоминантные режимы (высокая скорость резания, сухая обработка, попутное фрезерование структурно-стабильных сплавов): преобладает тепловой механизм, формируются растягивающие напряжения. Характерны для алюминиевых сплавов при vc до 750 м/мин [13].
– Механодоминантные режимы (умеренная скорость, обильное охлаждение, большая глубина при малой подаче): преобладает силовой механизм, формируются сжимающие напряжения. Пример – Al 7050-T7451 при vc = 300 м/мин и толщине стенки ≥ 1,5 мм [11].
– Структурно-переходные режимы (высокая скорость обработки фазово-нестабильных сплавов): знак напряжений определяется не балансом «сила/тепло», а структурно-фазовыми превращениями. Пример – Ti-6Al-4V при скорости резания 210-250 м/мин, где образование белого слоя меняет знак напряжений на сжимающий [7].
Ценность такой классификации в том, что она объясняет кажущиеся противоречия между источниками: одна и та же мера (повышение скорости) дает растягивающие напряжения в одном классе материалов и сжимающие – в другом.
8.2. Основные выводы
1. Тепловой и силовой механизмы выполняют разные функции: первый управляет преимущественно знаком напряжений (тепловой вклад 22-47%), второй – их величиной (силовой вклад 53-78%), а их суперпозиция нелинейна и смещается в сторону силового вклада с ростом отношения нагрузок от 0,09 до 0,39 [3]. Это обосновывает выбор теплового фактора как первичного инструмента управления знаком остаточных напряжений.
2. Скорость резания не является универсальным регулятором: для структурно-стабильных алюминиевых сплавов ее рост усиливает растягивающие напряжения (размах свыше 430% и 800% по осям X и Y) [13], а для Ti-6Al-4V – приводит к сжимающим через фазовые превращения и белый слой [7]. Направление зависимости задается порогом структурных превращений материала, а не скоростью как таковой.
3. Влияние технологических параметров анизотропно: поперечные напряжения определяются шириной фрезерования (R = 15,01 МПа), продольные – подачей на зуб (R = 69,14 МПа), при второстепенной роли глубины и частоты вращения и нелинейном взаимодействии параметров (прирост Fx от 212% до 125% в зависимости от подачи) [2]. Оптимизация режимов поэтому должна быть многопараметрической.
4. Условия охлаждения управляют тепловым фактором и прямо влияют на ресурс, причем эффект усиливается износом инструмента: долговечность GH4169 при сухом резании составляет 50% от влажного при VB = 0,05 мм и 35% при VB = 0,20 мм [9]. Оценка эффекта охлаждения без учета состояния инструмента некорректна.
5. Методы прогнозирования образуют ряд «точность – трудоемкость»: от регрессии на 9 опытах (≤18,69%) и аналитических моделей (≤20%) до МКЭ (≤15-16,48%) и нейросетей (7,42% при 25 опытах) [2, 3, 6, 7]. Выбор метода должен соответствовать задаче: регрессия – для экспресс-оценки, связанная термомеханическая модель – для ответственных тонкостенных деталей.
6. Наименее изученным остается вибрационный канал, связывающий силовой и тепловой механизмы через нестационарные флуктуации сил и тепловыделения [10]. Исследование этой связи в различных частотных диапазонах определено как направление дальнейшей работы.
8.3. Нерешенные задачи и направления дальнейших исследований
Проведенный анализ выявил пробелы, не закрытые рассмотренными работами: (а) отсутствие единой модели, описывающей все три класса режимов в рамках одного формализма; (б) недостаток количественных данных о связи вибраций с тепловым балансом зоны резания; (в) фрагментарность сопоставления методов МСМ и обильного охлаждения для труднообрабатываемых сплавов.
