УКЛАДЧИК БЕССТЫКОВОГО ПУТИ
Журнал: Научный журнал «Студенческий форум» выпуск №32(168)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №32(168)
УКЛАДЧИК БЕССТЫКОВОГО ПУТИ
Аннотация. Проанализированы существующие технологии и машины для укладки бесстыкового пути. Разработан прицепной укладчик для раскладки шпал и плетей бесстыкового пути. Оценена возможная производительность укладчика.
Ключевые слова: бесстыковой путь, шпалы, плети, укладчик, сервопривод.
Бесстыковой путь в мировой практике железных дорог является наиболее прогрессивной и широко распространенной конструкцией верхнего строения пути, которая эксплуатируется в различных эксплуатационных и климатических условиях и дает существенный технико-экономический эффект благодаря ряду ее преимуществ, среди которых: повышение плавности и комфортабельности движения поездов по сравнению со звеньевым путем, улучшение показателей динамического взаимодействия пути и подвижного состава, увеличение межремонтных сроков этих технических средств, уменьшение расходов на тягу поездов и т.д.
Цель работы – сокращение трудовых затрат при строительстве и капитальном ремонте с укладкой бесстыкового пути.
Задачи:
1.Проанализировать существующие технологии и применяемые машины;
2. Разработать конструкцию машины для раздельной укладки бесстыкового пути;
3. Оценить производительность предлагаемой машины.
Наиболее распространённой технологией укладки бесстыкового пути в ОАО «РЖД» является двух- или трехстадийная схема. При трехстадийной схеме вначале укладывается звеньевой путь на деревянных шпалах. После стабилизации земляного полотна и балластной призмы он меняется на звеньевой путь на железобетонных шпалах с инвентарными рельсами, которые меняются на плети бесстыкового пути. Плети бесстыкового пути из рельсовозного состава сгружаются внутрь колеи, инвентарные рельсы раскрепляются и при помощи укладочного крана типа УК-25/9-18 убираются. Плети, при помощи траверсы крана укладываются на подкладки на место инвентарных рельс.
Швейцарской компанией Matisa Materiel Industriel SA и австрийской фирмой Plasser & Theurer налажено производство комплексов для укладки верхнего строения пути раздельным способом. Основной особенностью работы таких комплексов является то, что процесс укладки нового пути является непрерывным. Это автономный комплекс, который позволяет осуществлять все операции по сборке и укладке рельсошпальной решётки непосредственно на самой машине. Такая универсальность существенно облегчает и ускоряет работу: не требуется капиталоёмкого строительства производственных баз, оптимизируется логистика поставок материалов, отпадает необходимость дорогостоящей доставки рельсошпальной решётки.
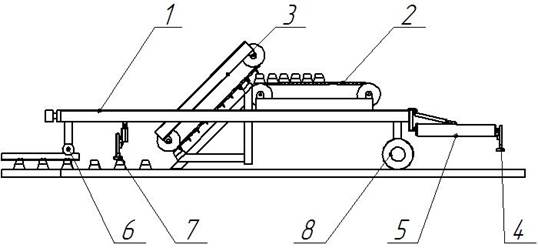
Рисунок 1. Укладчик бесстыкового пути:
1 – рама; 2 – горизонтальный конвейер; 3 – наклонный шаговый конвейер; 4 – роликовые захваты; 5 – фронтальная стрела; 6 – датчик линейного перемещения; 7 – внутренние роликовые захваты; 8 – управляемые пневмоколеса
Предлагаемый укладчик включает раму 1, на которой установлен горизонтальный конвейер подачи шпал 3 и наклонный шаговый конвейер 2 с сервоприводом. Захват рельсовых плетей, уложенных на плечи балластной призмы или, при строительстве вторых путей, между существующими и сооружаемыми путями, осуществляется роликовыми захватами 4, шарнирно закрепленными на фронтальных стрелах 5. Для контроля расстояния между шпал согласно эпюре, на раме установлен датчик линейного перемещения 6, который взаимодействует с ранее уложенными путями. Для укладки пути в кривых участках в передней части рамы установлены поворотные пневматические колеса 7. Укладка плетей на подкладки осуществляется роликовыми захватами, расположенными внутри базы машины 8. Укладчик транспортируется в портале укладочного крана УК-25/9-19. Перед работой при помощи траверсы предлагаемый укладчик устанавливается перед краном УК-25/9-18 и соединяется с ним при помощи автосцепки.
Технология работ с использованием разработанного укладчика включает следующие операции:
1. Укладочный кран УК-25/9-18 на горизонтальный конвейер 2 устанавливает партию шпал, которые подаются к наклонному конвейеру 3;
2. Наклонный конвейер 3 по сигналу датчика 6 перемещает шпалы к месту укладки;
3. Роликовые захваты 6 фронтальных стрел 5 и внутренние захваты 7, определяют место укладки плетей.
Производительность укладчика зависит от подачи шпал на горизонтальный конвейер. Продолжительность рабочего цикла УК-25/9-18 складывается из следующих операций (Табл.1)
Таблица 1.
Рабочий цикл крана УК-25/9-18
|
Наименование операции |
Расстояние |
Скорость |
Продолжительность |
|
Строповка шпал |
|
|
5 |
|
Подъем |
2 |
0,45 |
4,44 |
|
Передвижение пакета |
15 |
1,8 |
8,33 |
|
Опускание |
2 |
0,45 |
4,44 |
|
Отстропка |
|
|
3 |
|
Передвижение тележек назад |
15 |
1,8 |
8,33 |
|
Опускание захвата |
2 |
0,45 |
4,44 |
|
Продолжительность цикла |
|
|
38 |
Для расчета производительности предлагается формула:
|
Пэ = |
(1) |

где  - число одновременно подаваемых на конвейер шпал;
- число одновременно подаваемых на конвейер шпал;
Э – количество шпал укладываемых на км;
 - длительность рабочего цикла крана УК-25/9-18, с;
- длительность рабочего цикла крана УК-25/9-18, с;
 - коэффициент использования машины по времени,
- коэффициент использования машины по времени, 
Например, при подаче пакета из 10 шпал, на укладку каждой уйдет 3,8 секунды. При эпюре 1840 шпал на километр и коэффициенте использования машины по времени равном 0,8 производительность составит 0,41 км/ч.
