РЕКОМЕНДАЦИИ ПО ВЫБОРУ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ И ПРОЦЕДУРА ВЫПОЛНЕНИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНОГО СОЕДИНЕНИЯ ТРУБ ДИАМЕТРОМ 426 мм
Журнал: Научный журнал «Студенческий форум» выпуск №4(183)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №4(183)
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ И ПРОЦЕДУРА ВЫПОЛНЕНИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНОГО СОЕДИНЕНИЯ ТРУБ ДИАМЕТРОМ 426 мм
RECOMMENDATIONS ON THE SELECTION OF OPTIMAL PARAMETERS AND THE PROCEDURE FOR PERFORMING RADIOGRAPHIC INSPECTION OF WELDED PIPE JOINTS WITH A DIAMETER OF 426 MM
Viktor Pospelov
Undergraduate, Izhevsk State Technical University named after M. T. Kalashnikov, Russia, Izhevsk
Alena Chernova
Scientific director, cand. tech. Sciences, Associate Professor, Izhevsk State Technical University named after M. T. Kalashnikov, Russia, Izhevsk
Аннотация. Статья позволяет осознать техническое задание о выполнении радиографический контроль стыкового кольцевого сварного соединения труб для транспортировки газа по газопроводу диаметром 426 мм толщиной стенки 12 мм, с использованием нормативных документов, по которым выполняется контроль: СТО Газпром 2-2.4-083-2006, СТО Газпром 2-2.4-917-2014.
Abstract. The article makes it possible to realize the technical task of performing radiographic control of butt annular welded pipe joints for gas transportation through a gas pipeline with a diameter of 426 mm and a wall thickness of 12 mm, using regulatory documents according to which control is carried out: STO Gazprom 2-2.4-083-2006, STO Gazprom 2-2.4-917-2014.
Ключевые слова: радиографический контроль, стыковое кольцевое сварное соединение труб, класс чувствительности радиографического контроля, класс радиографического изображения, рентгеновский аппарат импульсного действия, радиографическая пленка.
Keywords: radiographic testing, butt girth welded joint of pipes, radiographic testing sensitivity class, radiographic image class, pulsed X-ray machine, radiographic film.
Техническое задание: выполнить радиографический контроль стыкового кольцевого сварного соединения труб для транспортировки газа по газопроводу диаметром 426 мм толщиной стенки 12 мм.
Нормативные документы, по которым выполняется контроль: СТО Газпром 2-2.4-083-2006 [1], СТО Газпром 2-2.4-917-2014 [2].
Используемая схема контроля: схема контроля просвечивания прямолинейных и близких к прямолинейным сварным соединениям с расчетом параметров контроля. Произведем расчет этих параметров.
Расчет параметров контроля:
Уровень качества «В». Класс чувствительности радиографического контроля – III. Класс радиографического изображения – «С», оптическая плотность изображения на контролируемом участке шва не менее 1,5 Б (табл. 5.1 [2]).
Класс радиографической пленки – выбирается в зависимости от толщины контролируемого объекта и используемого источника. Для радиационной толщины от 20 до 40 мм класс радиографической пленки 1-6. Таким образом, подходит любая радиографическая пленка.
В соответствии с СТО Газпром 2-2.4-083-2006 требуемая чувствительность контроля К=0,6 мм (табл. 16 [1]). Используем канавочные эталоны чувствительности (ГОСТ 7512-82 [3]), эталон чувствительности устанавливается со стороны кассеты с рентгеновской пленкой по центру каждого просвечиваемого участка.
Для обеспечения высокой чувствительности контроля напряжение на рентгеновской трубке рекомендуется устанавливать по возможности более низким. Максимальные значения напряжения на трубке в зависимости от просвечиваемой толщины приведены на рисунке 1 - график 2 для стали.
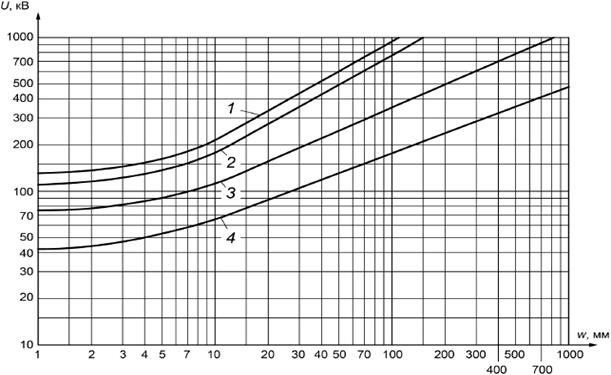
Рисунок 1. Максимальные значения напряжения на трубке в зависимости от просвечиваемой толщины
Применяемый рентгеновский аппарат – аппарат импульсного действия напряжением 200-250 кВ (табл. 17 [1]).
Фокусное расстояние F составляет: F = D и принимаем равным 430 мм.
Количество установок источника (экспозиций) – 3 под углом 120° каждая экспозиция по отношению к другой.
Периметр просвечиваемого стыка:
![]() 3,14*213 = 668,8 мм (1).
3,14*213 = 668,8 мм (1).
Размер используемой рентгеновской пленки: 300х80 мм.
Количество рентгеновских пленок на стык: 668,8 / 280 = 2,39, принимаем количество рентгеновских пленок равным 3.
Максимально допустимый размер фокусного пятна:
![]() K*D / 1,4 (D-d) = 0,6*426 / 1,4 (426-402) = 7,6 (мм) (2),
K*D / 1,4 (D-d) = 0,6*426 / 1,4 (426-402) = 7,6 (мм) (2),
где D – наружный диаметр трубы, мм;
d – внутренний диаметр трубы, мм.
Выбираем рентгеновский аппарат импульсного действия с фокусным пятном не более 7,6 мм. Этим данным соответствует рентгеновский аппарат «АРИНА-3» (диаметр фокусного пятна 2,0 мм, рабочее напряжение на трубке 220 кВ).
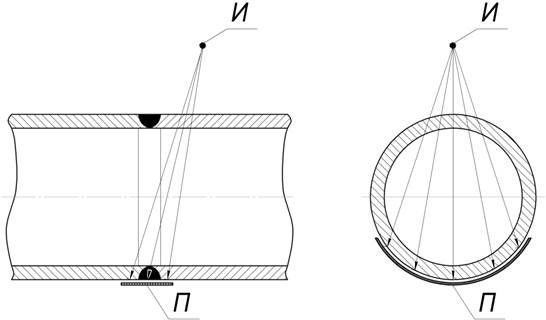
Рисунок 2. Схема фронтального просвечивания через две стенки за три установки рентгеновского блока «АРИНА-3»
Контроль ведется по схеме фронтального просвечивания через две стенки за три установки рентгеновского блока «АРИНА-3» с расшифровкой только прилегающего к пленке участка сварного соединения, можно рассмотреть на рисунке 2.
Направление излучения необходимо выбирать таким образом, чтобы изображения противолежащих участков контроля на снимке не накладывались друг на друга. При этом угол между направлением излучения и плоскостью сварного соединения должен выбираться в диапазоне от 5° до 15°.
Рассчитываем расстояние f от источника излучения до поверхности сварного соединения, обращенного к излучателю рентгеновского аппарата:
f ≥ 1,2·с·S (R - r) - (R + r) (3),
где S – коэффициент отношения радиационной толщины по краям области контроля к радиационной толщине по центральной оси. Для класса радиографического изображения «С» он составляет 1,5;
R, r – внешний и внутренний радиусы объекта контроля соответственно;
с = 2ФАрина-3 / К = 2*2,0 / 0,4 = 10,0 (4).
Тогда f ≥ 1,2*10*1,5 (213 - 201) – (213 + 201).
Получается, что f имеет в данном случае отрицательное значение, тогда f принимается равным f = 0, а излучатель рентгеновских лучей устанавливается непосредственно на обращенную к источнику поверхность сварного соединения, размещенного на рисунке 3.

Рисунок 3. излучатель рентгеновских лучей устанавливается непосредственно на обращенную к источнику поверхность сварного соединения
Длина контролируемых за одну экспозицию участков Lуч по выбранной схеме:
Lуч = π*D / N = 3/14*426 / 3 = 445, 9 (мм) (5).
У нас размер форматной радиографической пленки составляет 300 мм, таким образом, изображение на радиографической пленке получится полным (экспонируется вся длина пленки). Пленка прикладывается с обратной стороны сварного шва вплотную к контролируемому участку сварного соединения.

Рисунок 4. Крепежный ремень с храповым механизмом
Для фиксации рентгеновского аппарата на трубе используем крепежный ремень с храповым механизмом. А для крепления к цилиндрической части излучателя используем приспособление, изображенное на рисунке 4, которое прикрепляется с помощью хомутов. Размер области, подлежащей контролю, включает в себя сварной шов и зону термического влияния. Как правило, должны быть проконтролированы около 10 мм основного металла с каждой стороны сварного шва. Наличие обратно-рассеянного излучения должно быть проверено для каждой новой схемы получения снимка посредством установки свинцовой литеры «В» позади каждой кассеты (высотой не менее 10 мм и толщиной не менее 1,5 мм). Если данный символ выявляется на радиограмме как более светлое изображение, то это свидетельствует о наличии обратно-рассеянного излучения. Отсутствие на радиограмме изображения литеры «В» указывает на хорошую защиту от обратно-рассеянного излучения. При необходимости, пленка должна быть защищена от обратно-рассеянного излучения свинцовым листом толщиной не менее 1,0 мм или оловянным листом толщиной не менее 1,5 мм, помещаемого за комбинацией пленка - экран. Пленку следует периодически проверять на неэкспонированном образце используемых пленок, хранимых и обрабатываемых при тех же условиях, что и получаемые радиограммы, чтобы избежать чрезмерно высокой плотности вуали, возникающей при ее старении, проявлении или нагреве. Плотность вуали не должна превышать 0,3. Плотность вуали определяется как общая плотность (эмульсионного слоя и подложки) обработанной, неэкспонированной пленки. Таким образом, оптимальными параметрами для выполнения радиографического контроля стыкового кольцевого сварного соединения труб для транспортировки газа по газопроводу диаметром 426 мм толщиной стенки 12 мм, являются 3 радиографические пленки размером 300х80 мм, аппарат «АРИНА-3» с диаметром фокусного пятна 2,0 мм.
Для контроля газопровода уровня качества «В» подходит любой класс радиографической пленки так как длина контролируемого за одну экспозицию участка по выбранной схеме больше, чем размер используемой пленки, а значит изображение на радиографической пленке получится полным. Размер области, подлежащей контролю, включает в себя сварной шов и зону термического влияния.
