ЭКОНОМИЧЕСКАЯ ОЦЕНКА ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ДЕТАЛИ ПОЛИМЕР-МЕТАЛЛОПОЛИМЕР
Журнал: Научный журнал «Студенческий форум» выпуск №23(202)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №23(202)
ЭКОНОМИЧЕСКАЯ ОЦЕНКА ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ДЕТАЛИ ПОЛИМЕР-МЕТАЛЛОПОЛИМЕР
Введение. Металлополимеры широко используются на заводах и предприятиях при проведении ремонтных и восстановительных работ. Например, жидкий полимер, наполненный алюминием, используют для изготовления инструментов, подвергающимся воздействию высоких температур, а металлополимеры с титановым наполнителем применяют в местах, требующим повышенную устойчивость к давлению: в корпусах насосов, роторов, шарикоподшипниковых опор. Применение металлополимеров в промышленности часто ограничено ремонтными работами, однако металлополимеры обладают уникальными свойствами для своего класса материалов. Некоторые свойства металлополимерных материалов приведены в таблице 1.
Таблица 1
Свойства металлополимерных материалов
|
Коммерческое название |
Прочность на сжатие (DIN 53281-83), МПа |
Прочность на растяжение (DIN 53281-83), МПа |
Прочность на изгиб (DIN 53281-83), МПа |
Вязкость смеси, МПа·с |
Модуль Юнга, МПа |
|
Loctite Hysol 3479 |
90 |
60 |
- |
- |
6000 |
|
Металлополимер LEO «Ферро-хром» |
230 |
- |
76 |
- |
6000 |
|
Devcon Plastic Steel Liquid (B) |
70 |
- |
- |
25000 |
- |
|
WEICON WR жидкий, наполненный сталью |
110 |
33 |
80 |
20 000 |
5500 |
Важнейшие характеристики полимеров – химический состав, молекулярная масса и молекулярно-массовое распределение, степень разветвленности и гибкости макромолекул. Свойства полимеров существенно зависят от этих характеристик.
Считается, что основная роль в упрочнении или усилении полимеров принадлежит физическим силам трения и давления, которые и определяют свойства композиции. Эти силы появляются вследствие разницы в усадке полимера и наполнителя при отверждении, в результате чего частицы наполнителя оказываются прочно закрепленными в полимерной матрице.
На сегодняшний день проводятся научно-исследовательские работы по изучению возможности и созданию технологии и технологического обеспечения для изготовления композитных деталей. Суть изготовления композитной детали на основе металлополимера заключается в изготовлении тонкостенной оболочки при помощи аддитивных технологий с последующим заполнением такой оболочки металлополимерным ПКМ. На рисунке 1 показана модель такой композитной детали, состоящей из металлополимерного заполнителя 1 и оболочки 2
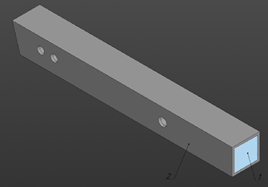
Рисунок 1. Модель композитной детали: 1 - металлополимерный заполнитель; 2 - пустотелая оболочка.
Таблица 1.
Таблица средней рыночной стоимости металлополимеров

Изучая рынок металлополимеров, мы видим, что цена на комплект (базис А + активатор В) варьируется от 2500р до 19000р в зависимости от основного материала, его количества для смешивания и вида активатора. Из одного минимального набора можно изготовить несколько небольших деталей сложных размеров, что выйдет намного экономичнее и быстрее, чем изготовление той же детали, используя механическую обработку штампованной или отлитой заготовки.
Материалы и методы.
Согласно теории машиностроения, одним из основных параметров влияющих на себестоимость изготовления изделия, является основное технологическое время изготовления изделия. Для понимания входящих в технологический процесс операций, приведём схемы технологических процессов для различных технологических процессов изготовления детали – рычаг (Рис. 2).
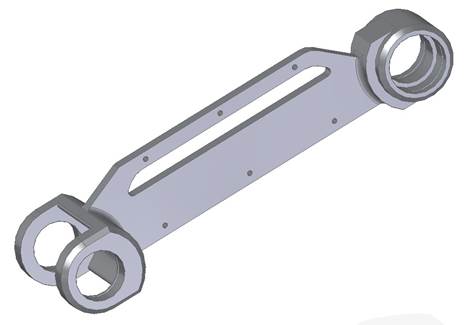
Рисунок 2. Модель рычага
На рис.3 представлена схема технологического процесса изготовления рычага путем снятия припуска с металлической заготовки.

Рисунок 3. Схема технологического процесса изготовления рычага из металла со снятием припуска
На рис. 4 показана схема технологического процесса получения детали рычаг с применением аддитивных технологий. В частности с использованием технологии SLM (Selective Laser Melting) [19-21].

Рисунок 4. Схема технологического процесса изготовления рычага из пластика методом 3D печати (SLM)
На рис. 7 показана схема технологического процесса изготовления композитного рычага путем заполнения тонкостенной оболочки из ABS-пластика, изготовленной методом 3D печати и заполненной металлополимером.
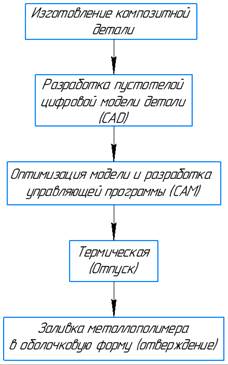
Рисунок 5. Схема технологического процесса изготовления композитного рычага
Расчёт стоимости изготовления детали «рычаг» (рис. 2) методом 3D печати ABS-пластиком. Согласно схеме технологического процесса представленной на рис. 4. Начинается с конструкторской подготовки, то есть с разработки 3D модели и её оптимизации для дальнейшего создания управляющей программы. В данном исследовании, с учётом сложности модели, затратами на конструкторскую подготовку можно пренебречь.
В таблице 2 представлены данные о стоимости 3D печати ABS-пластиком. Специфика аддитивного производства, соотносит стоимость изготовления детали с её объёмом. То есть на стоимость изготовления влияет только объём печати.
Таблица 2.
Данные о стоимости 3D печати детали из нержавеющей стали.
|
Источник |
Стоимость 1 см3, руб. |
|
https://sprint3d.ru |
9,33 |
|
https://www.cubicprints.ru |
9,31 |
|
https://studia3d.com |
10,23 |
|
https://mg3d.ru |
9,26 |
|
https://3d-made.com |
11,1 |
|
Средняя стоимость |
9,846 |
На рисунке 6 отображен процесс печати 3D модели рычага и ее среднее время, которое составляет 18 часов 30 минут за одну единицу детали.

Рисунок 6. Процесс 3D печати
Выводы
В исследовании представлены расчёты стоимости изготовления детали «рычаг. Изготовление детали путём механической обработки металлической заготовки по стоимости превышает изготовление путем печати в несколько раз.
Технологическая себестоимость изделия, полностью напечатанного на 3D принтере из ABS-пластика, будет зависеть от объёма печати. Кроме того для выбора технологии аддитивного производства при изготовлении детали, немаловажным будет фактор технологического времени на процесс 3D печати. По данным рисунка 6, время изготовления пустотелой оболочки детали «рычаг» на 3D принтере в зависимости от объёма печати составило бы 18 часов 30 мин.,
Технологическая себестоимость изготовления композитной детали, с учётом постобработки, составляет 17024 рубля.
Для принятия решения об использовании той или иной технологии изготовления детали, инженеру технологу необходимо учитывать не только технологическую себестоимость, но и другие параметры. К таким параметрам относится следующие параметры:
прочность детали, которая будет различной для каждой детали изготовленной по той или иной технологии. В зависимости от служебного назначения, необходимо производить прочностные расчёты (например с использованием метода конечных элементов МКЭ), для определения запаса прочности детали изготовленной по различным технологиям;
имеющееся технологическое обеспечение и оборудование. К такому оборудованию относится доступ к парку станочного оборудования, имеющаяся технологическая оснастка и инструмент;
размер партии и серийность производства. Серийность производства оказывает сильное влияние на стоимость подготовки производства, стоимость технологического обеспечения, а также технологических приспособлений;
допустимое время производства. Если говорить о производстве новых деталей, то влияние времени производства выражается в большей степени на фонде заработной платы. Но что делать когда время производства детали влияет на работоспособность машины или комплекса машин, как в случае ремонтного производства. В случае когда необходимо произвести деталь для ремонта технологического оборудования, иногда стоимость производства детали имеет второстепенную роль, нежели скорость производства, так как простой оборудования может нанести куда более существенный негативный экономический эффект, нежели потери от увеличения стоимости изготовления детали необходимой для ремонта этого оборудования;
сложность геометрической формы детали. Служебное назначение детали, требования к её массе, форме, эргономике так же оказывают существенное влияние на выбор технологии производства. Например, применение аддитивных технологий, часто используют в случаях когда форма детали имеет сложную структуру и геометрию. Наличие криволинейных полостей, внутренних каналов, тонких стенок и пр. Кроме того акцент к применению аддитивных технологий смещается, если происходит восстановление детали по цифровой модели, полученной 3D сканированием, то есть когда отсутствует чертёж детали.
