РАЗРАБОТКА ПОЗИЦИОНИРУЮЩЕЙ СТАНЦИИ ДЛЯ ЛОНЖЕРОНА ЛЕГКОВОГО АВТОМОБИЛЯ
Журнал: Научный журнал «Студенческий форум» выпуск №20(243)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №20(243)
РАЗРАБОТКА ПОЗИЦИОНИРУЮЩЕЙ СТАНЦИИ ДЛЯ ЛОНЖЕРОНА ЛЕГКОВОГО АВТОМОБИЛЯ
DEVELOPMENT OF A POSITIONING STATION FOR A PASSENGER CAR SIDE MEMBER
Konstantin Ilchenko
Undergraduate, Togliatti State University, Russia, Togliatti
Ilchenko Polina Sergeevna
Undergraduate, Togliatti State University, Russia, Togliatti
Bobrovsky Alexander Viktorovich
Scientific adviser, Associate Professor, Togliatti State University, Russia, Togliatti
Аннотация. В статье представлена станция, разработанная для центрирования лонжерона легкового автомобиля в автоматическом режиме с применением промышленных роботов. Проектирование станции основывается на технологии Euro-Greifer-Tooling и позволяет провести устранение погрешности позиционирования детали в захватном устройстве промышленного робота. Позиционирование детали в станции осуществляется за счёт пневматических упоров и наклона станции.
Abstract. The article presents a station designed for centering a passenger car side member in automatic mode using industrial robots. The design of the station is based on the Euro-Greifer-Tooling technology and makes it possible to eliminate the positioning error of the part in the gripper of the industrial robot. The positioning of the part in the station is carried out by means of pneumatic stops and the inclination of the station.
Ключевые слова: центрирование детали; промышленный робот; проектирование станции; пневматические упоры.
Keywords: centering the part; industrial robot; station design; pneumatic stops.
В соответствии с технологическим процессом сборки лонжерона легкового автомобиля промышленный робот фиксирует деталь, находящуюся в контейнере, захватным устройством. В контейнере детали лежат стопкой с погрешностью установки ±10мм. Данное значение погрешности не позволяет с высокой точностью произвести такие технологические операции как нанесение клеевого состава на поверхность детали в стационарном режиме или соединение деталей посредством точечной контактной сварки. Для устранения имеющийся погрешности необходимо произвести выравнивание детали.
Лонжерон представляет собой литую деталь, внешний вид которой представлен на рисунке 1.
Рисунок 1. Лонжерон
Принцип центрирования детали основан на гравитационном притяжении детали, которая под действием собственного веса выравнивается по нижним упорам станции, затем совместно с пневматическими упорами выравнивается по боковой поверхности. В результате деталь обретает закономерные координаты и позиционирующие цилиндры захватного устройства могут выдвигаться без опасения повредить поверхность детали.
Для того, чтобы деталь выравнивалась по нижним упорам станции предусмотрен наклон 45º в продольном направлении по отношению к горизонтальной линии пола, рисунок 2.

Рисунок 2. Наклон центрирующей станции в продольном направлении
При таком угле наклона деталь упирается в нижние упоры, после чего включаются боковые пневматические упоры и осуществляется выравнивание детали в поперечном направлении. На рисунке 3 представлено расположение пневматических и стационарных упоров. В случае изменения условий технологического процесса станция была оснащена ручным механизмом изменения угла наклона
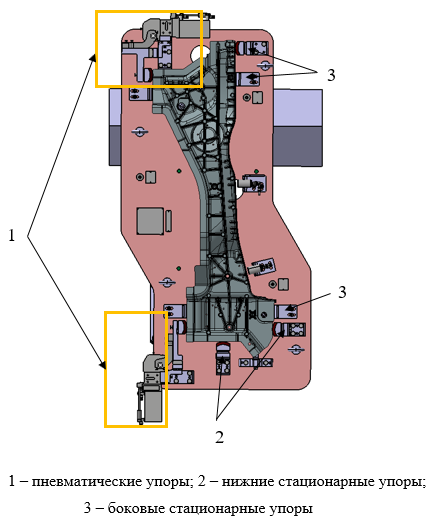
Рисунок 3. Расположение пневматических и стационарных упоров
Для отслеживания положения детали в процессе позиционирования на станции предусмотрены датчики, срабатывающие на расстояние от 8 до 5мм. В случае, если деталь стоит не ровно, то датчик «не увидит» деталь и не сможет дать разрешающий сигнал на передачу детали на следующий этап сборки.
Для управления пневматическими зажимами станция оснащена блоком распределения. Станция имеет два режима работы: 1 – открытое состояние, при котором пневматические упоры не касаются поверхности детали и 2 – закрытое состояние, при котором деталь зажимается между пневматическими и стационарными упорами. Последовательность работы схема станции выглядит следующим образом (см. рисунок 4): деталь при поступлении на станцию позиционирования устанавливается на упоры 3, между ограничителями 1. При этом позиционирующий цилиндр 2 совмещается с технологическим отверстием детали. После установки детали сигнал от индуктивного бесконтактного датчика 5 поступает в контроллер управления, который закрывает пневматические упоры 4 и происходит смещение детали до стационарного упора 7. Вся представленная оснастка располагается на столешнице 6 по принципу конструктора, путем сборки из набора элементов, представленных в спецификации изделия. Для вариативности монтажа оснастки упоры и держатель индуктивного датчика выполнены с возможностью смещения в одном направлении.
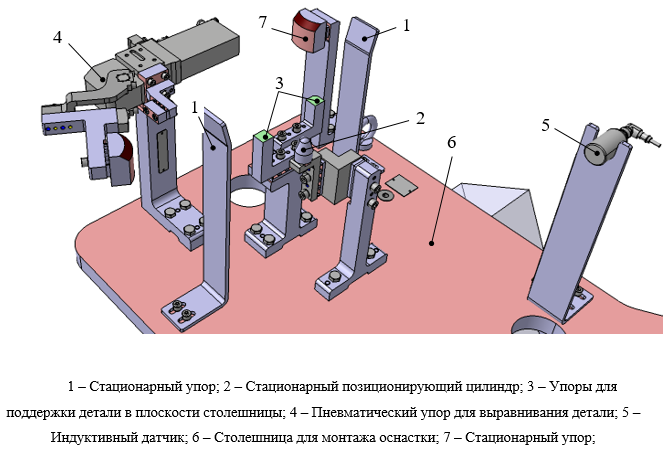
Рисунок 4. Оснастка станции позиционирования
Для транспортировки станции предусмотрены специальные рым-болты, в количестве 4 штук. Вес конструкции без оснастки составляет 81,175кг, после установки оснастки вес всей конструкции будет составлять 86,478кг. Применение EGT технологии в процессе проектирования станции позволяет произвести монтаж устройства на производстве с минимальными трудо-затратами, также в процессе транспортировки все элементы станции находятся в разобранном состоянии, что гарантирует целостность оснастки. Технологические отверстия в столешнице станции спроектированы с целью подведения кабелей и магистралей сжатого воздуха для пневматических зажимов и датчиков. Для калибрования станции также предусмотрены специальные технологические точки с заданными координатами, относительно базовой точки станции.
