АВТОМАТИЗИРОВАННАЯ ПЕРВИЧНАЯ ОБРАБОТКА ДАННЫХ НА ОСНОВЕ РАЗРАБОТНАННОГО АЛГОРИТМА ОБНАРУЖЕНИЕ АНОМАЛИЙ В ПОТОКОВЫХ ДАННЫХ В ПРОМЫШЛЕННЫХ ДАТЧИКОВЫХ СИСТЕМ.
Журнал: Научный журнал «Студенческий форум» выпуск №23(290)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №23(290)
АВТОМАТИЗИРОВАННАЯ ПЕРВИЧНАЯ ОБРАБОТКА ДАННЫХ НА ОСНОВЕ РАЗРАБОТНАННОГО АЛГОРИТМА ОБНАРУЖЕНИЕ АНОМАЛИЙ В ПОТОКОВЫХ ДАННЫХ В ПРОМЫШЛЕННЫХ ДАТЧИКОВЫХ СИСТЕМ.
На сегодняшний день, в современном промышленном производстве используются системы датчиков для автоматизации процессов сбора и обработки данных, а также распределения команд на основе полученных сигнальных данных с целью поддержания стабильности производственного цикла.
В данном исследовании рассматривается разработка алгоритма для обнаружения аномалий при потоковой передаче сигнальных данных от датчиковой системы станка Deckel Maho DMU 1300 (рис.1.) для первичной обработки их. В первую очередь рассмотрим принцип работы системы станка.
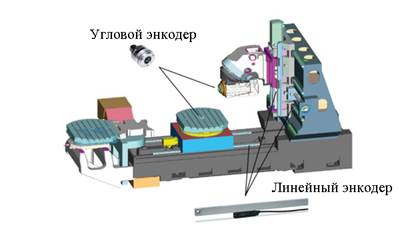
Рисунок 1. Станок с демонстрацией компонентов и датчиков, Deckel Maho DMU 1300
Принцип работы данного станка можно описать следующим образом:
Программное управление Siemens 840D обеспечивает точное позиционирование инструмента и управление его движением в соответствии с заданными программами обработки. Оператор может создавать и редактировать программы обработки на специальном программном обеспечении, а затем загружать их в систему управления станком. Siemens 840D осуществляет контроль всех осей станка, обеспечивая высокую производительность и качество обработки деталей.
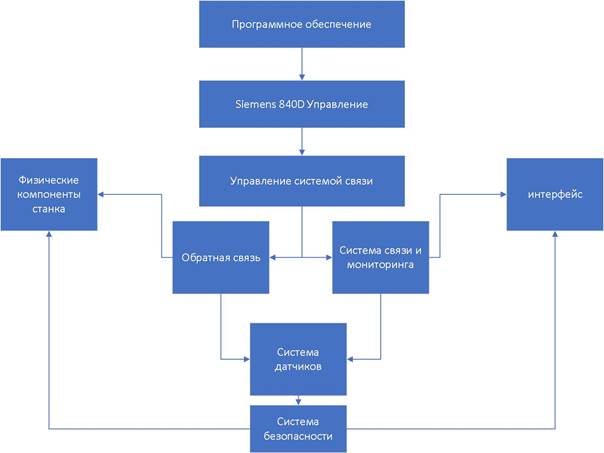
Рисунок 2. Принцип работы станка Deckel Maho DMU 1300
Типы датчиков, которые используются на станке Deckel Maho DMU 1300 приведены в таблице – 1.
Таблица 1.
Используемые датчики в станке Deckel Maho DMU 1300.
|
Типы датчика |
Разрешение |
Диапазон измерений |
Частота опроса |
|
Датчик позиционирования осей |
0,001мм |
До 3м |
1000 Гц |
|
Датчик измерения размеров |
0,01мм |
До 1м |
10 Гц |
|
Датчик скорости и оборотов шпинделя |
1об/мин |
0 – 7000 об/мин |
1 Гц |
|
Датчик температуры и вибрации |
0,1 °С, 0,01 мм/с |
0 – 100 °С, 0 – 10 мм/с |
1 Гц |
|
Датчик измерения усилия и момента |
1 Н, 01 Нм |
0 – 1000Н, 0 – 100Нм |
10 Гц |
|
Датчик системы автоматического измерения инструмента |
0,01 мм |
|
1 Гц |
Обнаружение и обработка выбросов в сигналах играют важную роль в анализе данных и сигнальной обработке. Выявление аномалий во временных рядах (форм.1.) и их последующая коррекция имеют решающее значение для точного анализа и интерпретации данных. Алгоритмы обнаружения и обработки выбросов (рис.4.) представляют собой последовательность шагов, направленных на выявление аномальных значений в сигналах и восстановление их корректности.
Первый шаг — это определение базового уровня сигнала, алгоритм направлен на выявление аномальных значений в сигналах. Для этого могут применяться различные статистические методы, такие как использование стандартного отклонения.
Приведем из рассмотренных сигналов – сигнал с добавлением помех на рисунке 3.
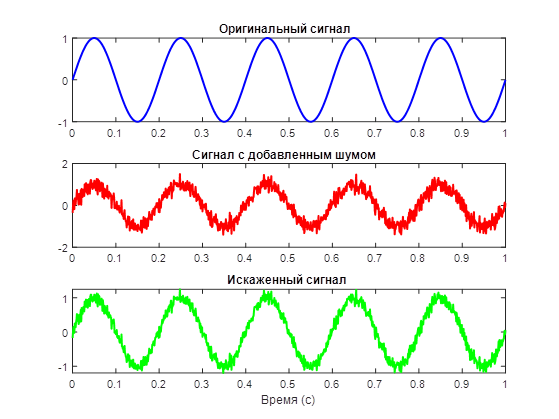
Рисунок 3. График сигналов с добавлением шумов и искажений
Следующий шаг — это выявления аномалий и их коррекция или устранение. Это может быть выполнено различными способами, в зависимости от природы данных и характера выбросов. Например, аномальные значения могут быть удалены, заменены на среднее значение сигнала или интерполированы соседними точками.
Для вычисления среднего значения сигнала ![]() для выборки
для выборки ![]() используется формула:
используется формула:
![]() (1)
(1)
где n - количество значений в выборке.
Применение алгоритма обнаружения и обработки выбросов имеет широкий спектр применений, в нашем случае он применяется в датчиковых систем. Он играет ключевую роль в обеспечении точности и надежности результатов анализа технологических данных.
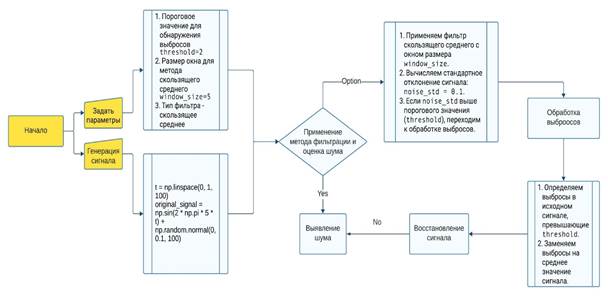
Рисунок 4. Алгоритм обнаружение и обработки выбросов в сигналах
