РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ В АВТОМАТИЗИРОВАННОЙ СИСТЕМЕ УПРАВЛЕНИЯ СУДОСТРОИТЕЛЬНЫМ ПРЕДПРИЯТИЕМ
Журнал: Научный журнал «Студенческий форум» выпуск №2(311)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №2(311)
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ В АВТОМАТИЗИРОВАННОЙ СИСТЕМЕ УПРАВЛЕНИЯ СУДОСТРОИТЕЛЬНЫМ ПРЕДПРИЯТИЕМ
DEVELOPMENT OF SOFTWARE IN THE AUTOMATED CONTROL SYSTEM OF A SHIPBUILDING ENTERPRISE
Daria Romanenko
Masters-student, Belgorod State National Research University, Russia, Belgorod
Аннотация. Рассматриваются особенности разработки программного обеспечения в автоматизированной системе управления предприятием. Цель - автоматизировать процесс управления распределением плановой неизменной трудоемкости при создании ведомостей технологических комплектов. При постройке заказов возникает необходимость обеспечить работы на заказе по чертежам верфи в требуемый срок изделиями машиностроения (МСЧ). Однако в большинстве случаев конкретное изделие МСЧ было запланировано к изготовлению под сроки начала не того этапа верфи. Решение задачи - в целях исключения указанных расхождений поставлена задача реализовать возможность планировать изготовление отдельных изделий МСЧ под сроки начала работ отдельных ТК верфи.
Аbstract. The features of software development in an automated enterprise management system are considered. The goal is to automate the process of managing the distribution of planned constant labor input when creating lists of technological sets. When building orders, it becomes necessary to provide work on the order according to the shipyard's drawings in the required time frame with engineering products (MSCh). However, in most cases, a specific product of the MSCH was scheduled for production on the dates of the start of the wrong stage of the shipyard. Solution of the problem - in order to eliminate the indicated discrepancies, the task was set to realize the possibility of planning the manufacture of individual products of the MSCH for the start dates of the work of individual TCs of the shipyard.
Ключевые слова: Программное обеспечение, согласование cроков, машиностроение, верфь технический комплект, маршрутно-комплектовочная карта.
Keywords: Software, agreement of dates, mechanical engineering, shipyard, technical kit, route picking card.
Введение
Для обеспечения своевременной и динамичной постройки корабля требуется связывать по срокам технологические комплекты машиностроения (ТКМ) с технологическими комплектами верфи (ТКВ). Технологический комплект (техкомплект) - это совокупность работ определенного вида, выполняемых в строгой технологической последовательности одним производственным участком цеха по конкретной конструкции в пределах технологического этапа. Для выявления и заблаговременного устранения ситуаций запланированного позднего или сильно раннего изготовления изделий МСЧ по отношению к работам верфи и в виду отсутствия автоматизированного механизма устранения таких отклонений по срокам следует усовершенствовать методику определения отклонений по срокам между ТКМ и ТКВ.
Основная часть
Закрепление ТКМ под ТКВ осуществляется на дату начала работ по технологическому этапу ТКВ, который потребляет данный ТКМ. При этом следует отметить, что в процессе производства даты начала и окончания технологического этапа могут изменяться в силу различных причин (срыв поставок необходимого оборудования, сырья, нехватка трудовых ресурсов, технические причины и т.д.). В свою очередь такая ситуация приводит к появлению отклонений между сроками изготовления ТКМ и сроками начала работ по ТКВ. Эта ситуация обусловлена тем, что конкретное изделие МСЧ было запланировано к изготовлению под сроки начала не того этапа верфи, в котором на самом деле будет выполняться работа по чертежу верфи, потребляющему соответствующее изделие МСЧ.
Сразу планировать изготовление изделий МСЧ под точные сроки выполнения работ по конкретным чертежам верфи (ТК верфи) на головном заказе проекта (и на 1-м серийном заказе проекта) нет возможности, т.к. в момент запуска изготовления большей части изделий МСЧ с длительным циклом еще отсутствует в полном объеме рабочий сетевой график формирования заказа в ТК верфи.
Также следует отметить, что продолжительность этапа для традиционных заказов предприятия достаточно длинная и составляет от 4 до 6 месяцев. Этот факт в совокупности с принятым на предприятии планированием под этап не позволяет автоматизировано с помощью подсистемы управлением производства машиностроительной части планировать производство изделий МСЧ под точную дату начала работ по ТКВ.
Планирование производства верфи формально основывается на методах СПУ (Система планирования и управления): плановые даты выполнения ТК верфи определяются в результате расчета рабочего сетевого графика (РСГ) заказа в ТК.
В целях исключения указанных расхождений поставлена задача: реализовать возможность планировать изготовление отдельных изделий МСЧ под сроки начала работ отдельных ТК верфи.
В алгоритмах планирование производства изделий МСЧ, потребляемых верфью, используется положение: изделие должно быть готово к дате начала самого раннего этапа верфи из тех этапов, в которых исходное изделие потребляется, в количестве равном потребности всего заказа.
Для более четкого понимания того, что будет входными, выходными и управляющими элементами представлена контекстная диаграмма IDEF0 (рисунок 1), отражающая общее описание согласования сроков изготовления изделий.
Предполагается, что при реализации проекта планировщик заказа ежемесячно - в сроки, определенные графиком корректировки и оптимизации рабочего графика заказов верфи выполняет для своего заказа процедуру автоматического определения перечня изделий МСЧ с отклонениями поставок для верфи (изделия категорий 11,12,20).
При этом следует отметить, что для каждого заказа верфи выборка изделий с отклонениями выполняется строго по указанным параметрам. Затем планировщик заказа, строители заказа по заведованиям, планировщики ПДО по заведованиям выполняют анализ и устраняют отклонения в сроки, определенные графиком корректировки и оптимизации рабочего графика заказа верфи, каждый в объеме разрешенных функций и доступа к данным по отклонениям.
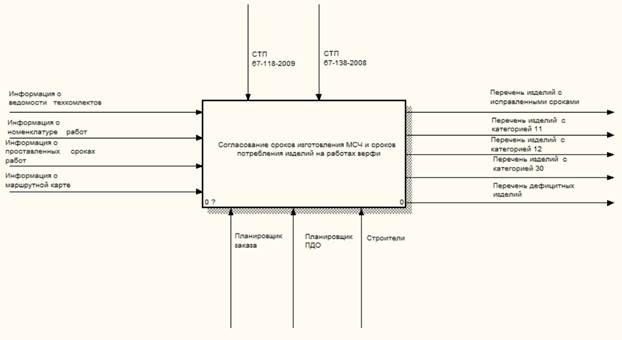
Рисунок 1. Контекстная диаграмма Процесса
Управляющее воздействие на систему оказывают:
- Cтандарт общества СТП 67-435-99. «Маршрутно-комплектовочная карта. Правила разработки и применения при подготовке производства изделий машиностроения» [2]. Данный стандарт устанавливает правила разработки оформления и передачи в производство маршрутно-комплектовочных карт (МКК)
- Стандарт общества СТП 67-138-2008. «Технологическая подготовка производства, укрупненные сетевые и рабочие сетевые технологические графики постройки кораблей, судов, плав средств» [3].
Для уточнения подробностей ниже представлена диаграмма декомпозиции (рисунок 2).
Диаграмма декомпозиции содержит 3 подсистемы:
- Определение отклонений ТКМ
- Устранение отклонений ТКМ
- Формирование выходных документов
Каждая подсистема связана с последующей посредством передачи входных элементов.
Приведенная диаграмма декомпозиции показывает более укрупненный процесс согласования сроков изготовления МСЧ и сроков потребления изделий на работах верфи.
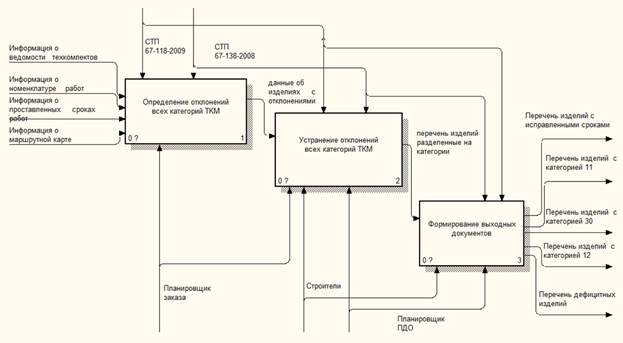
Рисунок 2. Диаграмма декомпозиции второго уровня IDEF0
