ПРОЕКТИРОВАНИЕ РОБОТИЗИРОВАННОГО МАНИПУЛЯТОРА ДЛЯ АВТОМАТИЗИРОВАННОЙ ПАЙКИ НА БАЗЕ КОМБИНИРОВАННОЙ КИНЕМАТИЧЕСКОЙ СТРУКТУРЫ
Журнал: Научный журнал «Студенческий форум» выпуск №22(373)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №22(373)
ПРОЕКТИРОВАНИЕ РОБОТИЗИРОВАННОГО МАНИПУЛЯТОРА ДЛЯ АВТОМАТИЗИРОВАННОЙ ПАЙКИ НА БАЗЕ КОМБИНИРОВАННОЙ КИНЕМАТИЧЕСКОЙ СТРУКТУРЫ
DESIGNING A ROBOTIC MANIPULATOR FOR AUTOMATED SOLDERING BASED ON A COMBINED KINEMATIC STRUCTURE
Sebyakin Nikolay Alexandrovich
Student, Department of Robotic Systems and Mechatronics, Bauman Moscow State Technical University, Russia, Moscow
Scientific advisor
Rubtsov V.I., Ph. D. (Eng.), Associate Professor, Department of Robotic Systems and Mechatronics, Bauman Moscow State Technical University, Russia, Moscow
Аннотация. В статье рассматривается разработка концепта роботизированного манипулятора, предназначенного для автоматизированной пайки в электронике. Проанализированы существующие промышленные решения, такие как системы с ЧПУ и шарнирные манипуляторы, выявлены их преимущества и ограничения. На основе анализа предложена архитектура манипулятора, использующую шарнирную кинематику, обеспечивающую высокоточную работу паяльного инструмента в ограниченном пространстве. Дополнительно рассматривается применение системы технического зрения для навигации и коррекции траектории пайки. Представлены эскизная модель и функциональная схема предлагаемой системы, включая оценку ее потенциальных точностных характеристик. Работа закладывает основу для дальнейшего конструирования прототипа в рамках выпускной квалификационной работы.
Abstract. This article presents the development of a concept for a robotic manipulator intended for automated soldering in electronics. Existing industrial solutions, such as CNC systems and articulated manipulators, are analyzed to identify their advantages and limitations. Based on this analysis, an architecture is proposed that combines articulated kinematics with a six-degree-of-freedom Stewart platform, enabling high-precision operation of the soldering tool in a confined space. Additionally, the application of a vision system for navigation and correction of the soldering trajectory is considered. A sketch model and a functional diagram of the proposed system are presented, along with an assessment of its potential accuracy characteristics. This work lays the foundation for the further development of a prototype as part of a final qualifying project.
Ключевые слова: Роботизированный манипулятор, автоматизация пайки, платформа Стюорта, техническое зрение, прецизионная механика, SMD-компоненты, промышленная робототехника
Keywords: robotic manipulator, soldering automation, Stewart platform, computer vision, precision mechanics, SMD components, industrial robotics
Введение
Современное производство и автоматизация процессов становятся неотъемлемой частью высоких технологий, что приводит к необходимости разработки эффективных и надежных систем, способных выполнять сложные задачи с высокой точностью. Одной из таких задач является пайка, которая играет ключевую роль в сборке электронных компонентов. Традиционные методы пайки, выполняемые вручную, часто сопровождаются рядом проблем, включая человеческий фактор, который может влиять на качество соединений, а также на скорость производственного процесса. В связи с этим возникает необходимость в автоматизации пайки с помощью роботизированных систем.
Робот-манипулятор для пайки представляет собой высокотехнологичное устройство, способное выполнять задачи по соединению электронных компонентов с использованием пайки с помощью паяльника. Эти манипуляторы обеспечивают стабильность и точность, что позволяет значительно улучшить качество конечного продукта и сократить время на выполнение операций. Более того, применение роботизированных систем в пайке способствует уменьшению отходов и снижению затрат на производство.
В последние годы наблюдается рост интереса к разработке и внедрению роботизированных решений в области пайки, что связано с развитием технологий машинного зрения, искусственного интеллекта и сенсорики. Эти технологии позволяют манипуляторам адаптироваться к различным условиям работы и обеспечивать высокую степень автономности. В результате, роботизированные системы становятся не только более эффективными, но и более доступными для применения в малых и средних предприятиях.
Целью данной работы является создание концепта робота-манипулятора для пайки и подготовка требований для разработки робота-манипулятора для пайки.
1. Автоматизация пайки
Постоянное совершенствование элементной базы смещает баланс в производстве электроники в сторону поверхностного монтажа (SMD) за счет сквозного монтажа. SMD-технологии обеспечивают гибкость и автоматизацию производства. Стремясь к максимальной эффективности, многие производители переходят на полностью SMD-проекты, используя печи оплавления припоя и отказываются от волновой пайки.
Однако, не все компоненты подходят для печей оплавления из-за чувствительности к высоким температурам. В таких случаях, сохраняется необходимость в сквозном монтаже, что приводит к выбору между ручной и автоматизированной селективной пайкой для этих компонентов. Производителям приходится решать, какой метод наиболее эффективен в их конкретной ситуации. И все чаще они переходят на автоматизированную селективную пайку из-за чего на рынке появились предложения по роботизированным системам для пайки с чпу управлением.
Проведем анализ конструкций роботов для пайки, приведенных на рынке. Роботы для пайки используются в промышленном серийном производстве электрических плат разной сложности и размера, что позволяет многократно ускорить процесс изготовления готовой платы. Подобные роботы должны обладать достаточно высокой точностью для пайки SMD компонентов малого размера.
Рассмотрим конструкцию робота для пайки EVERPRECISION EP-SR [1], представленного на рисунке 1. Это робот с подвижным столом по оси OY и рабочим паяльным модулем, двигающимся по рейке оси ОХ. Рабочая головка также имеет небольшой ход по оси Z для безопасного перемещения между разными уже напаянными элементами платы. В рабочем паяльном модуле установлена система подачи дозированного припоя, которая активируется в момент базирования нагревательного элемента по месту необходимости пайки. Часто на рабочей области располагают сразу несколько заготовок изготавливаемой платы для оптимизации работы. Подобные роботы используются для мелкосерийных производственных цепочек. Системы облазают высокой точностью, повторяемость операций ограничивается отклонениями в 10 микрон на ось по заявленным характеристикам производителей. Такие роботы малогабаритны и производительны, но их функционал ограничен из-за их статичной системы. Они не могут работать с габаритными или нестандартными компонентами, также зачастую у них сильно ограничена рабочая зона из-за чего они не оптимальны для производства больших серий или габаритных плат.
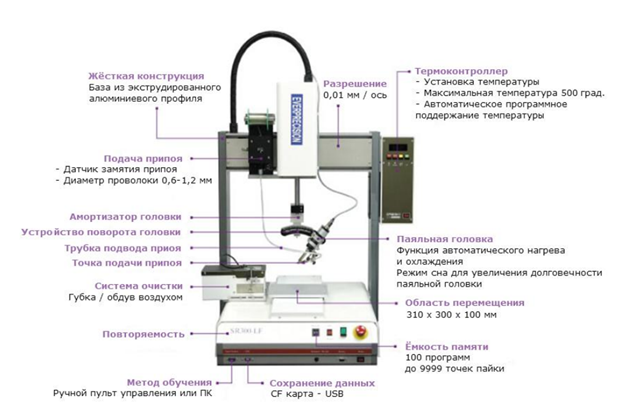
Рисунок 1. Робот для пайки EVERPRECISION EP-SR
Далее мы рассмотрим похожую конструкцию на примере автоматической системы для роботизированной пайки модели LS-5TPS III. Заявленная производителем точность перемещения по осям X, Y, Z составляет отклонение в 20 микрон. Система LS-5TPS III [2] так же, как и UNIX-414R [3], имеет балочную конструкцию. Подвижная консольная балка выполняет перемещения по оси Y, а по осям X и Z перемещается, установленная на подвижной балке паяльная головка. Более подробную конструкцию можно посмотреть на рисунке 2 Система LS-5TPS III может работать как отдельно, так и в составе технологической конвейерной линии, что позволяет использовать ее при производстве серийных плат в среднего размера сериях.
Система оснащается паяльной головкой, состоящей из импульсного нагревателя с быстросменными паяльными наконечниками, устройства регулировки угла наклона наконечника и пневматического устройства подъема и опускания наконечника.
Поскольку пайка различных по размерам и конструкции соединений выполняется разными сменными паяльными наконечниками, то на точность выполняемой пайки большое значение оказывает точность позиционирования паяльного наконечника. Поэтому каждый раз после замены паяльного наконечника выполняется процедура проверки его позиционирования. Данная процедура выполняется с помощью автоматического устройства корректировки координат жала наконечника, входящего в состав робота.
Не менее важную роль в обеспечении качества пайки и ее повторяемости играет точность подачи проволочного припоя к паяльному наконечнику во время пайки. Подача припоя к наконечнику осуществляется с помощью автоматического устройства подачи припоя, входящего в состав оборудования. Точность подачи припоя составляет отклонение в 0,1 мм. Объем и скорость подачи припоя устанавливаются индивидуально для каждой точки пайки, или группы точек, при программировании робота.

Рисунок 2. Автоматическая система для роботизированной пайки модели LS-5TPS III
Хотелось бы добавить, что в процессе исследования не удалось найти на рынке автоматические системы с рабочим элементом в виде термофена с системой подачи паяльной пасты, что могло бы расширить перечень выполняемых задач.
Дале хотелось бы перейти к компонентам производственной линии способным поддерживать производство большой серии изделий: Автоматический установщик компонентов PiPlacer 4 [4]. На вход данной системы додаются платы, уже полностью луженые посредством нанесения паяльной пасты и последующим прогревом до температур плавления припоя в пасте. Система способна поддерживать скорость монтажа 4000-5000 комп./час. Линейная точность монтажа компонентов составляет отклонение в 10 микрон. Далее расставленные компоненты прогреваются со стороны платы и припаиваются к ней. Установщик был полностью разработан и производится в России. Внешний вид установщика и процесса установки изображен на рисунке 3.

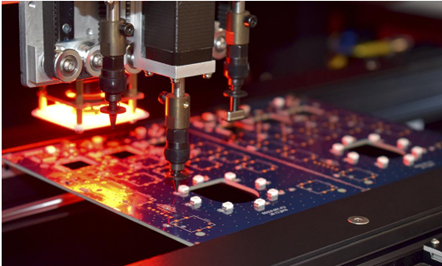
Рисунок 3. Автоматический установщик компонентов PiPlacer 4
Также для расстановки и пайки компонентов используют роботизированные системы с манипуляторами, в рабочем блоке которого установлен сменный инструмент для пайки с подачей припоя или механизм захвата и позиционирования SMD компонентов платы. Например, RS003N [5] - шестиосевой шарнирный манипулятор. Робот, благодаря своему малому весу (всего 20 кг) может быть свободно установлен на полу, стене или потолке. Робот оснащается стандартным паяльным блоком Apollo Seiko, контроллером пайки TERRA (с возможностью сохранения до 297 параметрических программ), и готов к применению в широком перечне задачах селективной пайки. Внешний вид роботизированной системы изображен на рисунке 4.

Рисунок 4. RS003N - шестиосевой шарнирный манипулятор
Рассматриваемые роботы не являются аналогами разрабатываемого, а использованы в качестве характерных представителей типов роботов для решаемой задачи пайки. Также стоит отметить, что разрабатываемый робот подразумевает не только пайку компонентов на печатной плате, но и пайку проводов от контактных площадок к соединителям, пайку межплатных кабелей и тд. То есть подразумевается более широкий спектр решаемых задач.
2. Аналоги и патентный поиск
Поиск аналогов можно разбить на 3 части: поиск аналогов платформы Стюарта, которые можно применить, как составную часть разрабатываемой системы, поиск аналогов манипуляторов, чтобы, по возможности, применить их, заменив рабочий орган, при этом сделав основной упор на управление, а не конструкцию, и поиск аналогов роботов для пайки, чтобы рассмотреть более прикладные проблемы и задачи, которые необходимо будет решить.
Также для предполагаемой реализации может понадобится система технического зрения для распознавания мест пайки, поэтому аналогом может быть и такая система.
2.1. Манипуляторы и системы управления
Первый аналог: uArm (рисунок 5). [6]

Рисунок 5. Манипулятор uArm
С точки зрения конструкции можно выделить 2 основных тезиса:
1) Все детали вырезаются на лазерном станке из акрила или дерева, а габариты деталей довольно небольшие – значит вся конструкция довольно легкая и обладает небольшими моментами инерции.
2) Все двигатели находятся у основания, а значит их вес тоже не учитывается при подсчете нагрузок и моментов инерции, но что более важно из-за подобной конструкции плечо и локоть перемещаются только в вертикальной плоскости, а перемещение в горизонтальной плоскости происходит за счет вращения основания.
С точки зрения управления:
1) Реализован пользовательский интерфейс на компьютере для управления с помощью клавиатуры, мыши или при использовании их вместе.
2) Управление можно достаточно просто перенести и на другой пульт или телефон, то есть присутствует возможность настройки управления, что делает систему универсальнее.
3) Большим недостатком является сложность расчета положения.
При добавлении возможности поворота в основании охватывает большой объем для работ в пространстве и подходит по количеству степеней свободы.
Второй аналог: KUKA LBR iiwa (рисунок 6) [7]

Рисунок 6. KUKA LBR iiwa
Преимущества:
1) Быстрая реакция. Благодаря совместным датчикам крутящего момента, LBR iiwa немедленно обнаруживает контакт и мгновенно снижает уровень силы и скорости. Его положение и контроль соответствия позволяют ему обращаться с деликатными компонентами, не создавая опасности раздавливания и сдвига.
2) Способность к обучению. Вы можете выбрать один из трех режимов работы и запрограммировать LBR iiwa с помощью симуляции: укажите желаемое положение, и он запомнит координаты точки пути. Делайте перерывы и управляйте им с помощью простых сенсорных команд.
3) Чувствительность. Легкий LBR iiwa с его высокоэффективным сервоуправлением способен быстро определять контуры под контролем силы. Он устанавливает правильное положение установки и быстро монтирует компоненты с точностью осевого крутящего момента ± 2% от максимального крутящего момента. Данная модель также может находить мелкие, деликатные компоненты в кратчайшие сроки без вашей помощи.
2.2. Конкретные системы для пайки
В следующей статье [8] предлагается концепт недорогого робота-манипулятора, который будет использоваться для автоматизированной пайки. Камера с видом сверху на паяемую поверхность дает изображения, которые могут быть обработаны с помощью библиотеки OpenCV, чтобы можно было установить цели пайки. После создания траектории движения пайки концевой эффектор паяльника перемещается по траектории, чтобы установить паяльник в правильное положение для подачи необходимого количества припоя из катушки.
Для моделирования используется ПО RoboDK [9]. Автономное программное обеспечение для программирования и моделирования промышленных роботов. Симулятор состоит из части визуализации RoboDK и части изображений OpenCV [10].
4.1. Рука робота

Рисунок 7. Манипулятор системы
На рис. 7 показана рука робота, способная манипулировать концевым эффектором паяльника в трехмерном декартовом пространстве.

Рисунок 8. Рабочий орган
На рис. 8 показаны паяльник и катушка для подачи припоя. Золотник закреплен на валу серводвигателя с управлением 360 градусов. Это помогает дозировать припой в нужном количестве. Для оптимальной работы в реальных условиях необходимо эвристически определить нужное количество оборотов серводвигателя катушки.
Алгоритм работы - сначала пользователь выбирает эталонное изображение на поверхности, которую нужно спаять. Это эталонное изображение межслойных отверстий, выводов компонентов и тд. используется в алгоритме сопоставления шаблонов для поиска целей для пайки на поверхности. Опорные рамки точек пайки в программе моделирования RoboDK размещаются в обнаруженных местах. После того как опорные рамки RoboDK размещены на поверхности, генерируется траектория движения паяльника. Концевой эффектор руки робота, проходящий по траектории движения, правильно позиционируется для нагрева соответствующего количества припоя, прикрепленной к валу, который вращается сервоприводом. Среда моделирования визуализирует спаянную работу в виде отложения серого припоя на основании.
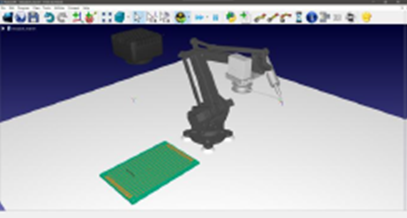
Рисунок 9. Среда моделирования
Среда моделирования, представленная на рис. 9, показывает роботизированную руку, систему камер, которая дает изображение над и под печатной платой. Роботизированная рука, способная манипулировать паяльником с концевым эффектором в трехмерном декартовом пространстве соединена с паяльником и катушкой припоя.
2.3. Платформа Стюарта
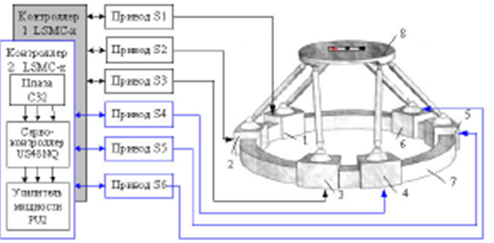
Рисунок 10. Система перемещений на кольцевом сегментном приводе
Система перемещений на базе кольцевого сегментного привода (рис. 10) включает механизм параллельной кинематики и многокоординатный привод, построенный на гибридной конструкции из сегментных синхронных двигателей (1–6), передающих движение на рабочую платформу 8 через сферические шарниры [11]. Двигатели в виде подвижных сегментов размещены на кольцевом статоре, вдоль образующей которого расположены постоянные магниты. Каждый сегмент управляется автономно, что обеспечивает шесть степеней свободы.
Прототипом конструкции послужил поворотный синхронный сегментный двигатель, включающий стационарные сегменты с трёхфазными обмотками в теплопроводящем компаунде и подвижное стальное кольцо с закреплёнными редкоземельными магнитами. Для управления положением в привод может быть встроен инкрементный датчик. На основе инверсии этой конструкции был предложен многокоординатный кольцевой двигатель: ротор принят неподвижным, а сегменты статора — подвижными и независимо управляемыми, в количестве от двух и более.
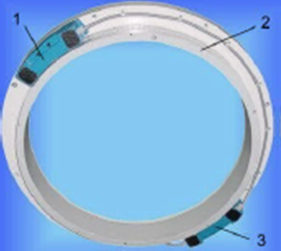
Рисунок 11. Кольцевой двухкоординатный двигатель
На рис. 11 показан кольцевой двухкоординатный двигатель, включающий неподвижный статор (2) и два подвижных координатных сегмента (1 и 3). На основе принципа инвертированной компоновки была разработана многокоординатная приводная система, обеспечивающая до шести степеней свободы. Характерной особенностью таких решений является возможность осуществления непрерывного вращения вокруг вертикальной оси.
Предложенная система объединяет механизм параллельной кинематики в форме раскрывающегося тетраэдра с кольцевым сегментным приводом, реализующим три координаты управления.
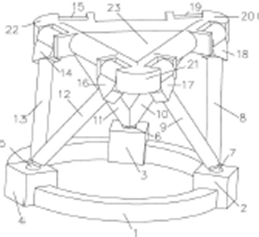
Рисунок 12. Система перемещений с тремя степенями свободы
На рисунке 12 представлен механизм параллельной кинематики, основанный на группе Ассура третьего класса. Конструкция включает три шатуна в виде треугольных звеньев (8–9, 10–11, 12–13), соединённых сферическими шарнирами (5, 6, 7) с подвижными сегментными модулями (2, 3, 4), а с треугольной подвижной платформой — через вращательные шарниры. При перемещении модулей вдоль кольцевой направляющей статора (1), движение передаётся через систему звеньев на платформу (23), обеспечивая её однозначное положение и ориентацию в пространстве.
Такая система позволяет реализовывать высокоточные перемещения по шести координатам: трём линейным и трём угловым. При этом достигаются высокие точностные и динамические характеристики, сохраняя простоту и доступность конструкции. Дополнительно реализуемый управляемый поворот вокруг вертикальной оси в диапазоне ±360° расширяет функциональные возможности платформы.
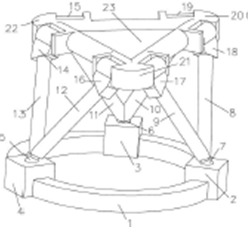
Рисунок 13. Система перемещений на треугольном приводе
Система перемещений на шестикоординатном приводе с треугольным статором, изображённая на рис. 13, включает треугольный статор (1) с зубчатой направляющей, вдоль которой перемещаются шесть подвижных линейных модулей (2–7). Их движение передаётся через систему промежуточных шатунов (8–13) на подвижную платформу (14). В результате линейные перемещения модулей преобразуются в пространственное движение платформы, обеспечивая ей шесть степеней свободы.
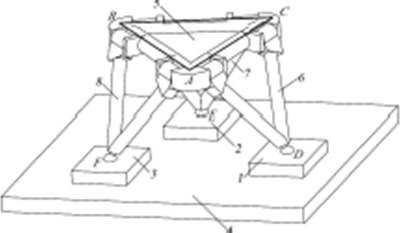
Рисунок 14. Система перемещений на трех планарных позиционерах
Система перемещений на планарных приводах прямого действия, показанная на рис. 14, построена на базе многокоординатного прямоприводного механизма, состоящего из трёх управляемых планарных позиционеров (1, 2, 3) и механизма параллельной кинематики в форме подвижного раскрывающегося тетраэдра. Конструкция обеспечивает шесть степеней свободы и включает звенья группы Ассура третьего класса (5, 6, 7, 8), при этом все позиционеры перемещаются по общему плоскому статору (4).
Особенности этой системы предъявляют специфические требования к алгоритмам, применяемым при её кинематическом моделировании. Каждый планарный позиционер представляет собой двухкоординатный линейный шаговый двигатель с совмещёнными координатами, включающий зубчатый ферромагнитный статор и индуктор в виде плоского корпуса. Электромагнитные модули каждой координаты размещены симметрично относительно центра корпуса, а индуктор расположен над статором на зазоре 10–30 мкм. Этот зазор создаётся балансом между силами электромагнитного притяжения и пневматического отталкивания (за счёт сжатого воздуха).
Конструкция характеризуется возможными угловыми колебаниями индуктора вокруг вертикальной оси, параметры которых зависят от температуры. Высокая точность и динамика позиционеров обеспечиваются однофазными модулями и их симметричным расположением относительно координатных осей.
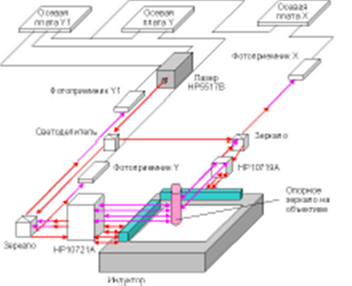
Рисунок 15. Позиционная система измерений
Электромагнитные модули одной координаты позиционера размещаются вдоль оси корпуса, параллельно другой координате. Такая ортогональная компоновка обеспечивает независимое управление движением по двум взаимно перпендикулярным направлениям в плоскости перемещения (рис. 15).
Для достижения высокой точности линейных и контурных перемещений применяется измерительная система, основанная на однотипных датчиках перемещений, использующих интерферометры с двухчастотным лазером (рис. 8). Это решение позволяет реализовать обратные связи по положению, скорости и ускорению в реальном времени. В результате система обеспечивает высокую динамику с максимальной скоростью перемещения до 1 м/с, ускорением до 30 м/с² и точностью в пределах 1–5 мкм.
Описание предлагаемого робота
На рисунке 16 представлена упрощенная конструкция робота. Предварительно планируется возможность перемещения в вертикальной плоскости в плече и локте, возможность перемещения в горизонтальной плоскости в основании и шестикоординатное перемещение паяльника.
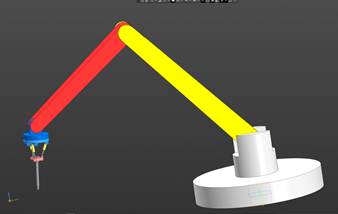
Рисунок 16. Эскизная модель робота
Кинематика плеча локтя и основания планируется аналогичной манипулятору uArm, на основании кисти планируется закрепить катушку для подачи припоя и камеру для распознавания поверхностей пайки.
Данная конструкция выбрана, исходя из следующих соображений: область непосредственно пайки обычно достаточно мала, поэтому платформа Стюарта, являющаяся кистью манипулятора, обеспечивает необходимые перемещения паяльника, в свою очередь расширить рабочую область предлагается с помощью остального манипулятора, совершающего транспортные перемещения пониженной точности, в свою очередь это обязывает использовать камеру для определения положения прецизионной части робота в пространстве.
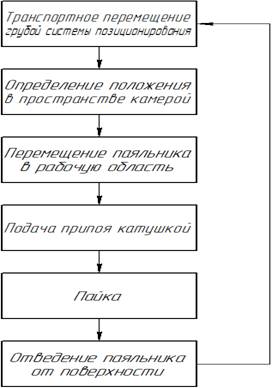
Рисунок 17. Функциональная схема
Заключение
В ходе исследования разработана концепция роботизированного манипулятора для селективной пайки в электронной промышленности. Выполнен анализ применимости робототехнических систем, рассмотрены промышленные решения с их кинематическими, конструктивными и функциональными особенностями.
Предложена архитектура манипулятора, объединяющая шарнирную кинематику и платформу Стюарта для обеспечения высокой точности позиционирования паяльного инструмента. Представлены эскизная модель, функциональная схема, а также требования к точности и системе управления.
Полученные результаты служат основой для последующего проектирования, моделирования и создания опытного образца.
