Статья:




КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ВЫСОКОТОЧНЫХ МАЛОГАБАРИТНЫХ ФРЕЗЕРНЫХ СТАНКОВ С ЧПУ
Конференция: CCCXLIII Студенческая международная научно-практическая конференция «Молодежный научный форум»
Секция: Технические науки
Выходные данные
Барков Д.Ю. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ВЫСОКОТОЧНЫХ МАЛОГАБАРИТНЫХ ФРЕЗЕРНЫХ СТАНКОВ С ЧПУ // Молодежный научный форум: электр. сб. ст. по мат. CCCXLIII междунар. студ. науч.-практ. конф. № 17(343). URL: https://nauchforum.ru/archive/MNF_interdisciplinarity/17(343).pdf (дата обращения: 30.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

CCCXLIII Студенческая международная научно-практическая конференция «Молодежный научный форум»
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ВЫСОКОТОЧНЫХ МАЛОГАБАРИТНЫХ ФРЕЗЕРНЫХ СТАНКОВ С ЧПУ
Барков Данил Юрьевич
магистрант, кафедра Инновационное машиностроение Рыбинский государственный технический университет имени П.А. Соловьева, РФ, г. Рыбинск
Фоменко Роман Николаевич
научный руководитель, канд. техн. наук, доц., Рыбинский государственный технический университет имени П.А. Соловьева, РФ, г. Рыбинск
METHODS FOR IMPROVING THE PRECISION CHARACTERISTICS OF CNC MILLING MACHINES
Barkov Danil Yuryevich
Master's Student, Department of Innovative Mechanical Engineering P.A. Solovyov Rybinsk State Technical University, Russia, Rybinsk
Fomenko Roman Nikolayevich
Academic Supervisor, Ph.D. (Eng.), Assoc. Professor, P.A. Solovyov Rybinsk State Technical University, Russia, Rybinsk
Аннотация. В данной статье рассматриваются возможные конструктивные решения применяющиеся в малогабаритных фрезерных станках с ЧПУ, обеспечивающие необходимый диапазон перемещений режущего инструмента относительно рабочего поля станка, точность позиционирования и обработки различных материалов. Анализируются различные варианты устройства кинематики станков, описываются их преимущества и недостатки.
Abstract. This article examines possible design solutions for compact CNC milling machines, ensuring the required range of cutting tool travel relative to the machine's working area, positioning accuracy, and machining of various materials. Various machine kinematic designs are analyzed, and their advantages and disadvantages are described.
Keywords: CNC milling machines, positioning accuracy, design features of machine kinematics, geometric deviations, CNC system.
Ключевые слова: фрезерные станки с ЧПУ, точность позиционирования, конструктивные особенности кинематики станка, геометрические отклонения, система ЧПУ.
ВВЕДЕНИЕ
Современные производства непрерывно повышают конкурентоспособность своих продуктов, стараясь сделать изделия лучше, за минимально возможную себестоимость. Компании различными способами стараются улучшить экономические показатели своих предприятий. Сокращение продолжительности производственного цикла значительно улучшает экономические показатели предприятий. При уменьшении длительности производственного цикла возрастает объём выпускаемой продукции в единицу времени на предприятии, в цехе или на участке при прочих равных условиях. Кроме того, это способствует более эффективному использованию основных фондов, снижает потребность в оборотных средствах, вложенных в незавершённое производство, и повышает фондоотдачу. На практике сокращение производственного цикла достигается по трём направлениям: минимизации времени трудовых процессов, сокращению продолжительности естественных процессов и полному устранению, либо сведению к минимуму различных перерывов. Практические меры по сокращению производственного цикла основываются на принципах оптимального построения производственного процесса, прежде всего на принципах пропорциональности, параллельности и непрерывности. Уменьшить время трудовых процессов в части операционных циклов можно за счёт совершенствования технологических процессов и повышения технологичности конструкции изделия.
Совершенствование технологических процессов предполагает реализацию комплекса мер: комплексную механизацию и автоматизацию производства, внедрение скоростных режимов обработки (в т. ч. скоростного и силового резания), а также концентрацию технологических операций. Концентрация операций может быть реализована двумя способами: посредством многоинструментальной и многопредметной обработки либо путём совмещения нескольких разнородных технологических операций в рамках одного рабочего цикла.
Для выполнения всех перечисленных выше условий необходимо оборудование, которое будет выполнять технологические операции с высокой скоростью и минимальным процентом брака, а так же быть достаточно универсальным и надежным. Если рассматривать фрезерную обработку, то основным путем концентрации технологических операций является использование 5-ти координатных станков с ЧПУ. Такое оборудование имеет ряд преимуществ перед универсальными станками или 3-х координатными станками с ЧПУ, например:
- Сокращение времени обработки. 5-координатные станки позволяют выполнять многоинструментальную обработку за одну установку, что исключает необходимость многократных переустановок детали и связанных с этим временных и трудовых затрат. При обработке типовой детали 5-осевой станок может сократить время производства на 40–70% по сравнению с 3-осевым.
- Повышение точности и качества обработки. Минимизация переустановок снижает накопление погрешностей, что особенно важно при изготовлении деталей для медицины, электроники и других отраслей, где требуются высокие стандарты точности. Современные технологии компенсации точности (геометрической погрешности, тепловой деформации, динамической погрешности) обеспечивают стабильную работу станка и качество обработки.
- Снижение затрат на оснастку и приспособления. 5-координатная технология упрощает оснастку, даже при использовании универсальных приспособлений, что может снизить затраты на оснастку на 60–90% по сравнению с традиционными методами.
- Экономия материалов. Высокая точность работы снижает количество отходов, что особенно актуально при работе с дорогостоящими материалами (титан, алюминий, медь, золото).
Немаловажным фактором является компактность оборудования. Современные малогабаритные 5-координатные станки с ЧПУ представляют собой полноценное металлообрабатывающее оборудование, характеристики которого могут быть сопоставимы с параметрами крупногабаритных станков. Такое оборудование оптимально подходит для предприятий с ограниченной производственной площадью и специализирующихся на изготовлении малогабаритных изделий. 5-координатные станки с ЧПУ станки активно распространяются в сферах медицины, авиации, электротехники, ювелирного производства. Основными плюсами таких станков являются:
- Компактность и легкость - возможность поставить несколько единиц оборудования, даже в небольшой лаборатории, это особенно актуально при коротком цикле обработки детали. А небольшой вес дает возможность не использовать специальное оборудование для разгрузки и установки.
- Эргономичность - станки сконструированы с учетом специфики работы в разных сферах.
- Низкий уровень загрязнения производственных помещений – приводные элементы таких станков работают на консистентной смазке, в рабочей зоне применяется синтетическая или полусинтетическая СОЖ, а для сухой обработки применяются специальные системы пылеудаления. Как следствие нет масляного тумана, подтеков масла, пылевых отложений в производственных помещениях.
- Энергоэффективность - в данном оборудовании используются шаговые, серво или линейные двигатели, за счет небольшой массы силовых элементов и небольших перемещений, двигатели высокой мощности не требуются.
Производство такого оборудования активно развивается по всему миру, лидерами в этой области являются немецкие (VHF, iMES-iCORE), китайские (Yucera, XTCERA) и японские (Roland) производители.
Вышеперечисленные фирмы делают упор в основном на стоматологическую и медицинскую сферу, производя оборудование заточенное под сухую обработку различных пластиков, акрилового стекла, диоксида циркония, воска, стеклокерамики. Некоторые модели станков имеют возможность фрезерования с использованием СОЖ, такое оборудование может производить финишную обработку деталей из алюминия или титана.
Европейские и японские производители существуют более 20 лет, за это время они уверенно закрепились на рынке и предлагают готовые типовые решения. Оборудование этих производителей ценится за высокое качество сборки и комплектующих. Высокая конкурентоспособность таких производителей достигается прежде всего полным циклом производства на собственных производственных площадках. Такой подход дает возможность осуществлять тщательный контроль производственных процессов. Важную роль играет доступность различных материалов, их качество и возможность обработки. Европейские производители используют гранитные плиты и уголки в качестве несущих элементов станков – станин, стоек, даже на самых дешевых моделях.
Китайские фирмы активно развиваются и выходят на рынок с сильными технологическими решениями, а так же предлагают решения по автоматизации процесса привязки установленной заготовки к системе координат станка. Китайские фирмы, как правило, не имеют больших площадок и полного цикла производства. Приводные системы, блоки перемещений, редукторы и системы управления в подавляющем большинстве закупают у крупных китайских и тайваньских компаний (HIWIN, Han’s Motion, Delta Electronics). При этом компании сами разрабатывают и производят несущие элементы станка, корпусные детали, типовую оснастку и многое другое. Китайские производители завоевывают рынок за счет демпинга цен, но зачастую низкая цена скрывает за собой существенные недостатки станка, например: алюминиевая станина, слабые приводные элементы, блоки перемещения низкого класса точности, не герметичная рабочая зона станка.
В России сфера малогабаритных фрезерных 5-ти координатных станков начала активно развиваться в 2018-2020 годах, когда появились трудности с покупкой зарубежного оборудования. Частные компании разрабатывают оборудование, опираясь на опыт европейских производителей, используя старое списанное оборудование для реверс-инжиниринга. На этапе разработки учитываются и недостатки зарубежного оборудования, улучшается надежность, ремонтопригодность, эргономика. Многие конструктивные решения копируются, некоторые из них упрощаются из-за недостаточного технологического обеспечения производств. Большим пробелом является отсутствие отечественных блоков линейного перемещения, приводных узлов, систем управления, которые бы удовлетворяли потребности производителей станков. По этой причине такие компоненты закупаются у крупных китайских производителей (HIWIN, Han’s Motion, Delta Electronics). Тем не менее, российские станки не уступают зарубежным фирмам ни в точности позиционирования, ни в точности обработки, а значит отечественное оборудование является конкурентоспособным.
Важным фактором для успешной эксплуатации оборудования является качество и скорость оказания технической поддержки. Российские производители делают упор не только на технические показатели оборудования, но и на удобство клиента в ежедневной работе.
Конструктивные особенности
Проектирование оборудования всегда выполняется согласно ТЗ, которое формируется из различных свойств оборудования, параметров, задач. Основная сложность при разработке оборудования – успешное сочетание всех требований. У каждого оборудования есть свои сильные и слабые стороны, это следствие компромиссов возникших при проектировании или производстве.
Для наглядности рассмотрим станки российской компании «ADM-SYSTEM», основанной в 2021 году, и на текущий день производящей две серийные модели станков X5RUS и X10RUS. Фирма занимается разработкой и производством малогабаритных фрезерных 5-ти, 4-х, 3-х координатных станков с ЧПУ. Основной специализацией является дентальное и медицинское оборудование, но так же есть модели, предназначенные для общего машиностроения, приборостроения, ювелирного производства.
Младшей серийной моделью является станок Х5RUS. Он имеет габаритные размеры 670×570×630 миллиметров, вес не более 160 килограмм. Оснащен высокооборотистым шпинделем 1,5кВт 60000об/мин, который расположен горизонтально, шаговыми электромоторами. Станок имеет рабочую зону 100х100х100 миллиметров, консольное расположение 4 и 5 осей, С- образный держатель для закрепления заготовок. Возможно как сухое фрезерование, так и обработка с использованием СОЖ. Заявленная точность позиционирования станка ±0,02 мм. Диапазоны перемещений по линейным осям Х,Y,Z составляют 200, 150 и 130 миллиметров соответственно. Поворотные оси приводятся в движение электромоторами через планетарные редукторы, ось А способна совершать поворот на 180 градусов, ось B имеет возможность разворота на 360 градусов. Основная задача этого станка – работа в стоматологических лабораториях. Обработка различных материалов, требующая как охлаждения с помощью СОЖ, так и пылеудаления из рабочей зоны. В данной модели реализована герметичная рабочая зона и наилучшая эргономика при минимальных габаритах.
Основные несущие элементы станка выполнены из различных марок стали. Исключением являются ось Z, плита оси Y, и ось A. Сделано это для облегчения конструкции и улучшения динамических показателей осей. Такие конструктивные решения могут негативно отражаться при обработке больших припусков, так как несущим элементам может не хватить жесткости и виброустойчивости. Из-за стремления к наименьшим габаритам оборудования и максимальным диапазонам перемещений, ось Z перемещается на одном рельсе и двух каретках, тогда как оси X и Y имеют по два рельса и четыре каретки. Такая конструкция может вызывать отклонения при фрезеровании на максимальном вылете шпинделя или при обработке больших припусков. С – образная форма оси В дает возможность оптимального подхода к заготовке, но за счет своей открытой геометрии уступает в жесткости и виброустойчивости полностью замкнутым осям круглой формы.

Рисунок 1. Внешний вид станка X5RUS
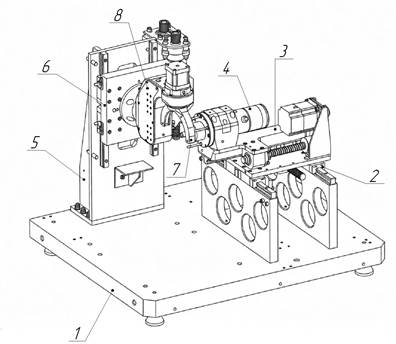
Рисунок 2. Расположение основных элементов кинематики станка X5RUS
1 – Плита основания, 2 – Ось X, 3 – Ось Z, 4 – Шпиндель, 5 – Основание оси Y, 6 – Ось Y, 7 – Ось B, 8 – Ось A.

Рисунок 3. Направления движений осей станка X5RUS
X10RUS является старшей серийной моделью. Станок имеет габариты 750х1050х1050 миллиметров, вес от 250 до 480 килограмм. Оснащен высокооборотистым шпинделем 2,2кВт 60000об/мин, который расположен вертикально, сервомоторами мощностью от 100 до 400 Вт. Станок имеет рабочую зону 100х100х100 миллиметров, консольное расположение 4 оси, С- образный держатель для закрепления заготовок. Возможно как сухое фрезерование, так и обработка с использованием СОЖ. Заявленная точность позиционирования станка ±0,02 мм. Диапазоны перемещений по линейным осям Х,Y,Z составляют 250, 150 и 230 миллиметров соответственно. Поворотные оси приводятся в движение сервомоторами через планетарные редукторы, ось А способна совершать поворот на 40 градусов, ось B имеет возможность разворота на 360 градусов. Основная задача этого станка – работа в стоматологических лабораториях, но не смотря на это, модель хорошо зарекомендовала себя в медицине, приборостроении и ювелирном деле.
Основные несущие элементы станка выполнены из алюминиевого сплава Д16Т. Сделано это для облегчения конструкции и улучшения динамических показателей осей. Несущие плиты осей X и Z расположены вертикально относительно рабочего поля, таким образом образуется жесткая конструкция, способная выдерживать даже черновую обработку различных металлов. Недостатком данной конструкции является значительный вылет поворотных осей по оси Y. Также следует отметить, что плита оси Y расположена горизонтально, и по этой причине хуже сопротивляется на изгиб. Тем не менее, станок без проблем справляется с типовыми задачами. Модель X10RUS имеет на всех линейных осях по 4 каретки и 2 направляющих, такая конструкция обеспечивает стабильное сопротивление крутящим и изгибающим моментам. В отличие от модели X5RUS, ось B на станке X10RUS имеет дополнительную опору в виде подшипника, таким образом увеличивается жесткость конструкции и компенсируется открытая геометрия оси B.

Рисунок 4. Внешний вид станка X10RUS
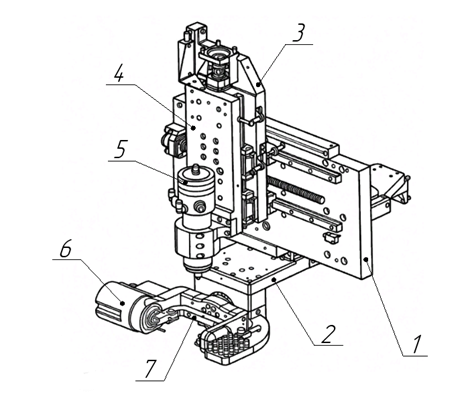
Рисунок 5. Расположение основных элементов кинематики станка X10RUS
1 – Плита основания, 2 – Ось Y, 3 – Ось X, 4 – Ось Z, 5 – Шпиндель, 6 – Ось A, 7 – Ось B.
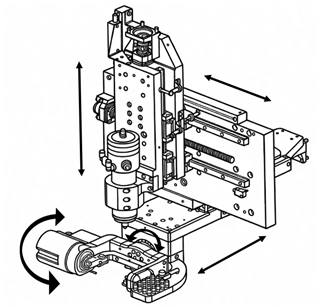
Рисунок 6. Направления движений осей станка X10RUS
ЗАКЛЮЧЕНИЕ
Любое оборудование имеет свои преимущества и недостатки. Понимание принципа работы станка и анализ его конструктивных особенностей и оснащения помогают при разработке стратегий обработки получить наилучшее качество готовых изделий.
Список литературы:
1. Никуличев И.В. Повышение точности 5-координатных многоцелевых станков с ЧПУ на основе разработанных методов измерения геометрических отклонений. – 2013. – 132с.
2. Кулешов И.М., Макашин Д.С. Анализ особенностей малогабаритных фрезерных станков с ЧПУ, поиск их применения на производстве. – 2024. – 5с.
3. Алиев А.Р. Разработка имитационной модели трехкоординатного фрезерного станка с ЧПУ. – 2019. – 110с.
4. ADM-SYSTEM [Электронный ресурс]. – Режим доступа: https://admsystem.ru/ (дата обращения 05.05.2026)
5. iMES-iCORE [Электронный ресурс]. – Режим доступа: https://www.imes-icore.com/ (дата обращения 05.05.2026)
