Статья:




Повышение эффективности адаптивного фрезерования лопатки компрессора за счет применения оснастки типа кассета с базированием за проточную часть
Конференция: L Студенческая международная научно-практическая конференция «Молодежный научный форум»
Секция: Технические науки
Выходные данные
Тарасова А.А. Повышение эффективности адаптивного фрезерования лопатки компрессора за счет применения оснастки типа кассета с базированием за проточную часть // Молодежный научный форум: электр. сб. ст. по мат. L междунар. студ. науч.-практ. конф. № 20(50). URL: https://nauchforum.ru/archive/MNF_interdisciplinarity/20(50).pdf (дата обращения: 26.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

L Студенческая международная научно-практическая конференция «Молодежный научный форум»
Повышение эффективности адаптивного фрезерования лопатки компрессора за счет применения оснастки типа кассета с базированием за проточную часть
Тарасова Анастасия Андреевна
студент, Рыбинский государственный авиационный технический университет имени П.А. Соловьева, РФ, г. Рыбинск
Коряжкин Андрей Александрович
научный руководитель, д-р техн. наук, доцент, Рыбинский государственный авиационный технический университет имени П.А. Соловьева, РФ, г. Рыбинск
Лопатки компрессора являются ответственными и массовыми деталями газотурбинного двигателя. От правильно выбранной технологии изготовления лопаток будет зависеть ресурс и конечная стоимость двигателя, поэтому изготовление лопаток, даже в мелкосерийном производстве, требует применения современных технологических процессов, высокопроизводительного оборудования и автоматизации процесса изготовления и контроля.
Адаптивная фрезерная обработка применяется для получения основных геометрических параметров замковой части лопаток компрессора, которая имеет сложную пространственную форму с изменяемыми параметрами сечений. Комплексную обработку компрессорной лопатки, а именно ее хвостовика и корневой части пера лопатки, прикорневого участка пера и радиуса сопряжения, выполняется на многокоординатном станке с ЧПУ методом адаптивного фрезерования по предварительно разработанной управляющей программе. При этом обрабатывают лопатки с окончательно сформированным профилем пера, полученным методом электрохимической обработки.
Известен способ обработки хвостовика и корневой части пера лопатки на многокоординатном станке с ЧПУ, при котором заготовку лопатки предварительно закрепляют в брикете из легкоплавкого материала (рисунок 1).

Рисунок 1.3D модель лопатки компрессора в брикете
Согласно патенту [1] предлагается использовать приспособление-спутник, в виде корпуса, выполненного из двух разъемных крышек, имеющих ответные к перу лопатки поверхности, в котором закрепляют лопатку за обработанное ранее перо с помощью установочной оснастки (рисунок 2).
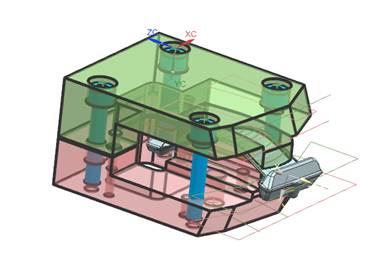
Рисунок 2. 3D модель кассеты
Приспособление-спутник с установленной и закрепленной лопаткой размещают на рабочем столе многокоординатного станка с ЧПУ. На станке (или вне его) выполняют измерение сечений пера, близлежащих к хвостовику. Определяют фактические отклонения сечений пера лопатки, близлежащих к хвостовику, от номинала в заданных точках на основе электронной математической модели. Выполняют автоматическую корректировку системы координат управляющей программы методом припасовывания.
Выполним математическое моделирование упругих деформаций лопатки компрессора в процессе фрезерной обработки в системе Ansys Workbench с применение двух типов оснастки. На рисунке 3 представлены результаты расчета суммарных деформаций с базированием лопатки в брикете при воздействии силы резания равно 350 Н.
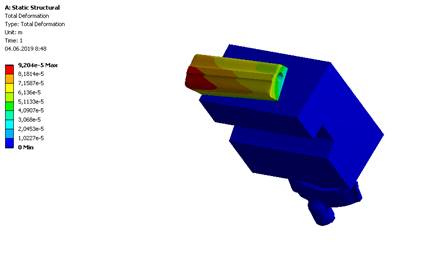
Рисунок 3. Результат расчета суммарных деформаций лопатки, закрепленной в брикете
На рисунке 4 представлены результаты расчета суммарных деформаций с базированием лопатки в брикете при воздействии силы резания равно 350 Н.
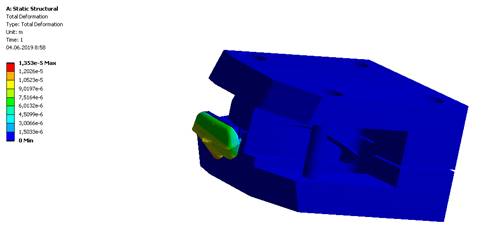
Рисунок 4. Результат расчета суммарных деформаций лопатки, закрепленной в приспособлении-спутнике
Проведенные расчеты показывают, что суммарные деформации лопатки закрепленной в брикете составляют 9,204*10-5 м, что в 6,8 раза больше, чем деформации при закреплении в приспособлении-спутнике, которые составляют 1,353*10-5 м.
В ходе работ по освоению технологии фрезерования хвостовиков лопаток компрессора с автоматизированной припасовкой с механическим закреплением за перо были обработаны партия из 50 штук лопаток в приспособлении-кассете на станке Hermle СЗОU. Проведенные производственные испытания подтвердили, что адаптивное фрезерование замковой части лопатки компрессора с базирование за проточную часть повышает точность размеров и взаимного расположения профиля пера за счет достаточной жесткости закрепления за перо в кассете-спутнике.
В ходе обработки партии были выявлены резервы повышения производительности за счёт интенсификации режимов на 15% (требуется проведение дополнительных опытных работ), было выполнено тестирование применения приспособления-кассета в реальных производственных условиях, по результатам которого критических замечаний не отмечено.
Список литературы:
1. Пат. 2645633 С1 Российская Федерация, МПК B23P 15/02 Способ обработки хвостовика и корневой части пера лопатки на многокоординатном станке с ЧПУ/ Зиновьев Д.В., Пичужкин С.А., Коряжкин А.А., заявитель и патентообладатель Публичное акционерное общество "Научно-производственное объединение "Сатурн". - № 2017104823; заявл. 14.02.2017; опубл. 26.02.2018, Бюл. №6 – 17 с.
