Статья:




Поверхностная лазерная закалка с предварительной химико-термической обработкой
Секция: Технические науки
Выходные данные
Лутковский Д.С. Поверхностная лазерная закалка с предварительной химико-термической обработкой // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. XXV междунар. студ. науч.-практ. конф. № 2(25). URL: https://nauchforum.ru/archive/SNF_tech/2(25).pdf (дата обращения: 29.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XXV Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Поверхностная лазерная закалка с предварительной химико-термической обработкой
Лутковский Дмитрий Сергеевич
студент, Белорусский национальный технический университет, РБ, г. Минск
Шиянок Владислав Васильевич
научный руководитель, магистр техн. наук,
Белорусский национальный технический университет,
РБ, г. Минск
Современное производство, в частности машиностроение, нуждается в деталях и изделиях с повышенными эксплуатационными характеристиками. Изготовление таких изделий традиционными методами зачастую вызывает значительные трудности из-за высокой стоимости процесса обработки. Решение этой проблемы может быть найдено путём разработки принципиально новых технологических процессов упрочняющей обработки материалов, основанных на использовании последних достижений науки и техники. К таким процессам относится лазерная поверхностная закалка, позволяющая существенно поднять ресурс службы инструментов и деталей, изготовленных из различных сталей. Скоростной локальный нагрев и быстрое охлаждение обрабатываемого материала за счет теплоотвода в массив изделия, обеспечиваемые лазерным излучением, способствуют формированию поверхностных слоев толщиной до 2 мм(рис.1).

Рисунок 1. Схема геометрических размеров закаленной зоны (ширина, глубина) [1]
Чаще всего распределение плотности мощности Е(r) в сечении сфокусированного лазерного излучения происходит по нормальному (гауссовому) распределению. При действии такого излучения на поверхности тела возникает тепловой источник нагрева также с нормальным распределением плотности мощности в пятне лазерного излучения (рис. 2):
![]() (1)
(1)
где qmax – максимальная плотность мощности в центе пятна нагрева; Аэф - эффективный коэффициент поверхностного лазерного излучения; Еmax – максимальная плотность мощности лазерного излучения по оси; k – коэффициент сосредоточенности, характеризующий форму кривой нормального распределения; r –радиус данной точки.
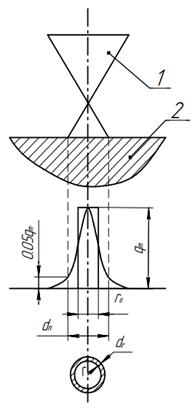
Рисунок. 2. Нормальное распределение плотности мощности в пятне лазерного излучения: 1 ‒ лазерное излучение; 2 – обрабатываемая деталь
Однако, повышая концентрацию лазерного излучения, мы значительно увеличиваем скорость нагрева. При таком лазерном излучении она может составлять до 1000000 °С/сек, что в свою очередь способствует формированию поверхностных слоев толщиной в несколько микрон. Такие слои слабо изучены, но в перспективе могут обладать уникальными характеристиками и свойствами. Такой процесс еще называют лазерной аморфизацией поверхностей. Наибольший эффект можно достичь, используя аморфизацию для промышленных сталей и чугунов с одновременным легированием поверхности. Промышленное использование процесса лазерной аморфизации деталей и узлов машин из конструкционных материалов позволит существенным образом повысить такие эксплуатационные свойства как коррозионная стойкость, износостойкость и др.
Таким образом, целью данной работы является исследование физико-механических и трибологических свойств покрытий, сформированных методом сканирующего лазерного излучения.
Трибологические испытания проводились для 4 видов образцов: борированные с лазерной закалкой, объемно-закаленные с лазерной закалкой, борированные, объемно-закаленные. Образцы были изготовлены из стали 45. Электронно-микроскопическое исследование изношенных поверхностей выполнялись с помощью сканирующего электронного микроскопа “JEOL JSM-5600LV”. Планирование эксперимента проводилось по модели полного факторного эксперимента. Изменяемыми факторами для сканирующей лазерной закалки будут 3 показателя: P, Вт – мощность лазерного излучения, V, мм/с – скорость передвижения лазерного луча, DF, мм – фокусное расстояние лазерного луча.
Установлено, что борированная поверхность после дополнительной лазерной закалки при P = 8 Вт, V = 100 мм/с, DF = 148 мм характеризуется наименьшим коэффициентом трения. Наибольшим коэффициентом трения обладает объемно-закаленная поверхность после дополнительной лазерной закалки при P = 8 Вт, V = 100 мм/с, DF = 148 мм. Максимальный коэффициент трения превышает минимальный в 2.5 раза (График 1).

Рисунок 3. Сравнение мгновенного коэффициента трения объемно-закаленных, борированных образцов и образцов без лазерной обработки
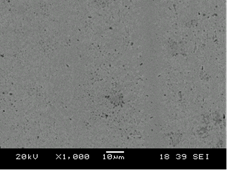
Изображения изношенных поверхностей представлены в таблице 1.
Таблица 1.
Электронно-микроскопическое исследование
|
а) - Изображение изношенной поверхности борированного образца с лазерной закалкой при P = 8 Вт, V = 100мм/с, DF = 150 мм. |
б) - Изображение изношенной поверхности объемно-закаленного образца без лазерной обработки. |
|
в) - Изображение изношенной поверхности объемно-закаленного образца с лазерной закалкой при P = 20 Вт, V = 100мм/с, DF = 150 мм. |
г) - Изображение изношенной поверхности объемно-закаленного образца с лазерной закалкой при P = 20 Вт, V = 1000мм/с, DF = 150 мм. |



Проведенные исследования показали целесообразность использования технологии упрочнения сканирующим лазерным излучением с целью повышения ресурса службы изделий.
Список литературы:
1. M. Moradi, M. Karami Moghadam. / High power diode laser surface hardening of AISI 4130 // statistical modelling and optimization, Optics & Laser Technology, Volume 111, 2019, pp. 554 ‒ 570.
2. M. Moradi, M. Karami Moghadam, M. Kazazi / Improved laser surface hardening of AISI 4130 low alloy steel with electrophoretically deposited carbon coating // Optik, Volume 178, 2019, pp. 614 ‒ 622.
3. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. Пособие для вузов / Под ред. А.Г. Григорьянца. ‒ М.: Изд-во МГТУ им. Н.Э. Баумана. ‒ 2006. ‒ 665 с.
