Статья:




Изготовление рабочей лопатки вентилятора из полимерных композиционных материалов
Секция: Технические науки
Выходные данные
Кузнецов Е.В. Изготовление рабочей лопатки вентилятора из полимерных композиционных материалов // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. XLII междунар. студ. науч.-практ. конф. № 7(42). URL: https://nauchforum.ru/archive/SNF_tech/7(42).pdf (дата обращения: 27.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XLII Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Изготовление рабочей лопатки вентилятора из полимерных композиционных материалов
Кузнецов Егор Владимирович
магистрант, Рыбинский государственный авиационный технический университет имени П. А. Соловьева, РФ, г. Рыбинск
Фоменко Роман Николаевич
научный руководитель, канд. техн. наук, доц.,
Рыбинский государственный авиационный технический университет имени П. А. Соловьева,
РФ, г. Рыбинск
Развитие современной техники требует новых конструкционных материалов, превосходящих по своим прочностным, упругим и другим свойствам традиционные. К числу наиболее интересных и перспективных относятся полимерные материалы (пластики, эластомеры, волокна), и в первую очередь наполненные. Конструкционные полимерные материалы все чаще применяют в современном машиностроении, причем их используют в тех случаях, когда ни один другой материал не отвечает все более возрастающим требованиям новой техники. В настоящее время полимеры и материалы на их основе серьезно потеснили такие основные конструкционные материалы, как железобетон, металл, дерево. Возможности полимерных материалов чрезвычайно широки благодаря многообразию полимеров и наполнителей, неисчерпаемой вариабельности составов композитов на их основе и методов их модификации. Основным технологическим приемом получения полимерных композитов длительное время являлось механическое смешение наполнителя и полимерной матрицы. Полимеризационное наполнение – химическая прививка катализатора либо инициатора к поверхности наполнителя и последующая полимеризация или сополимеризация мономеров на этих поверхностях – возможно, открывает новую страницу в химии и технологии композитов. Развитие технологии композиционных полимерных материалов в настоящее время определяется научными исследованиями в области полимерного материаловедения, поскольку проблема взаимодействия наполнителей и матриц весьма многогранна. Современный человек сталкивается с полимерными материалами не только в технике, но и в повседневной практике, поэтому знание основных свойств этих материалов и умение правильно использовать их постепенно становятся необходимыми все более широкому кругу людей. В настоящее время ведущие зарубежные и отечественные ученые активно ведут исследования, направленные на разработку материалов и технологий, позволяющих снизить затраты при изготовлении изделий из полимерных композиционных материалов (ПКМ) [1].
Получение композиционных материалов методом RTM
Технология RTM (Resin Transfer Molding) – пропитка под давлением. Особенности технологии RTM заключаются в том, что армирующий наполнитель в необходимом количестве укладывается в форму, которая далее герметизируется, и через дренажную систему под давлением в нее подается связующее. Процесс пропитки идет до тех пор, пока связующее не заполнит все свободное пространство формы. После пропитки форму помещают в печь или пресс, где происходит отверждение детали. В случае использования в качестве связующего композиций холодного отверждения процесс формования проходит при комнатной температуре. Преимущества этого способа в отсутствии необходимости использования дорогостоящего оборудования, в возможности изготовления деталей сложной формы и использования трехмерно армированных наполнителей. Недостатком данного метода является сложный технологический процесс изготовления оснастки.
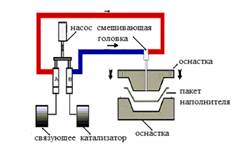
Рисунок 1. Схема изготовления детали RTM методом
Следует отметить, что выкладка пакета из сухого армирующего наполнителя в жесткую или полужесткую форму в настоящее время осуществляются вручную. Это приводит к отклонениям получаемой схемы армирования от заданной и обусловливает разброс физико-механических свойств материала в деталях даже одной партии. При этом свойства материала в конструкции могут изменяться не только вследствие вариации углов ориентации слоев при ручной укладке пакета, но и при появлении в пакете нерегламентированных нахлестов или зазоров. Последнее обстоятельство может изменить поля скоростей фильтрации связующего через армирующий пакет, находящийся в условиях объемной деформации при смыкании формы, и привести к появлению в конструкции областей с недостаточной пропиткой или повышенным содержанием связующего. Разработка технологий RTM для создания ответственных конструкций невозможна без моделирования технологического процесса пропитки. Для этого используются постановки задачи фильтрации вязкопластичной жидкости в пористой среде, решаемые, как правило, с использованием специализированных программных пакетов, например, PAM-FORM и PAM-RTM. В результате решения таких задач определяются поля скоростей и давления связующего, пропитывающего армирующий каркас, и анализируется движение фронта пропитки в зависимости от параметров технологического процесса (время, температура, давление). Это позволяет оценить количество связующего и время, необходимое для полной пропитки каркаса, выбрать наиболее рациональные варианты размещения точек подачи и отвода связующего и вакуумных портов, а также предотвратить появление дефектов в виде непропитанных зон. Вместе с тем для полного описания технологического процесса RTM необходима постановка связанной задачи фильтрации вязкопластической жидкости и упруговязкопластического деформирования армирующего каркаса. Решение такой задачи позволит получить поля напряжений и деформаций каркаса, на основе анализа которых можно предотвратить нежелательное смещение армирующих слоев, вызывающих появление целого ряда дефектов структуры материала. В частности, появление областей высоких продольных и низких поперечных сжимающих напряжений в слоях каркаса может привести к образованию складок и смоляных карманов, а появление областей с высокими поперечными сжимающими напряжениями в местах утолщения и нахлеста слоев может привести к снижению скорости фильтрации и появлению областей с малым содержанием связующего. В последнее время перспективным направлением в технологии RTM является применение трехмерно армированных каркасов, изготовленных автоматизированным способом. При этом геометрические параметры ячейки армирования и, соответственно, плотность могут меняться в различных точках каркаса, обеспечивая усиление конструкции в наиболее нагруженных зонах. Разработка технологии пропитки трехмерных каркасов в закрытой форме является достаточно сложной задачей при весьма ограниченном количестве уже реализованных аналогичных технических решений [2].
Получение композиционных материалов методом препреговой технологии
Препреги – это композиционные материалы-полуфабрикаты, получаемые путем пропитки армирующей волокнистой основы равномерно распределенными полимерными связующими. Препреговая технология позволяет получить монолитные изделия сложной формы при минимальной инструментальной обработке. Достоинствами данного метода является возможность получения материалов с относительно высокими прочностными характеристиками при отсутствии необходимости дополнительной обработки. Однако к недостаткам относятся малые сроки жизни продуктов, ограничения, накладываемые на используемые связующие ввиду необходимости дальнейшего формования материала, а также высокая стоимость аппаратуры.
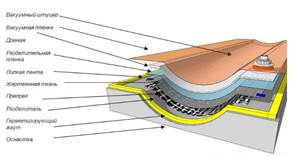
Рисунок 2. Схема укладки вакуумного мешка
Объединенная двигателестроительная корпорация Госкорпорации Ростех (входит в Союз машиностроителей России) в ходе создания двигателя ПД-35 работает над изготовлением рабочей лопатки вентилятора из полимерных композиционных материалов с использованием препреговой технологии и 3D-ткачества. На 2021 год запланированы сравнительные испытания изготовленных двумя методами изделий. С целью снижения рисков в ОДК принято решение об отработке двух технологических направлений: послойной выкладки препрега, который представляет собой композитный материал-полуфабрикат, в пресс-форму с последующей полимеризацией в автоклаве (препреговая технология) и формирования трехмерного тканого армирующего каркаса с последующей пропиткой под давлением в пресс-форме и полимеризацией (технология 3D-ткачества). Новая технология отрабатывается в размерности двигателя ПД-14 (лопатка размера - 750 мм, а не 1250 мм).

Рисунок 3. Рабочая лопатка вентилятора двигателя ПД-14 из ПКМ
Применение в конструкции двигателя широкохордных рабочих лопаток вентилятора из полимерных композиционных материалов является необходимым условием для реализации программы ПД-35. Технология создания полимерных композиционных лопаток является критической - относящейся к наиболее перспективным направлениям исследований и отвечающей предельно высоким требованиям к качеству и эффективности, без освоения которой не удастся обеспечить достижение целевых конкурентоспособных характеристик разрабатываемого двигателя. В соответствии с планом по импортозамещению комплектующих изделий и материалов вместо японского углеродного материала для изготовления РЛВ подобран отечественный материал производства фирмы UMATEX [3].
Список литературы:
1. Полимерные композиционные материалы (часть 1): учебное пособие / Л.И. Бондалетова, В.Г. Бондалетов. – Томск: Изд-во Томского политехнического университета, 2013. – 118 с.
2. Аношкин А.Н., Зуйко В.Ю., Шипунов Г.С., Третьяков А.А. Технологии и задачи механики композиционных материалов для создания лопатки спрямляющего аппарата авиационного двигателя // Вестник Пермского национального исследовательского политехнического университета. Механика. – 2014. – № 4. – С. 5–44. DOI: 10.15593/perm.mech/2014.4.01
3. https://soyuzmash.ru/news/companies-news/odk-sozdaet-detali-dlya-dvigatelya-pd-35-iz-kompozitov/ [Электронный ресурс, дата обращения 29.06.2021]
