Статья:




УЛУЧШЕНИЕ СКРЕБКОВОГО КОНВЕЙЕРА: ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ И НАДЕЖНОСТИ
Секция: Технические науки
Выходные данные
Тунгат А. УЛУЧШЕНИЕ СКРЕБКОВОГО КОНВЕЙЕРА: ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ И НАДЕЖНОСТИ // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. LXIX междунар. студ. науч.-практ. конф. № 2(69). URL: https://nauchforum.ru/archive/SNF_tech/2(69).pdf (дата обращения: 28.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

LXIX Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
УЛУЧШЕНИЕ СКРЕБКОВОГО КОНВЕЙЕРА: ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ И НАДЕЖНОСТИ
Тунгат Анар
магистрант, Казахский агротехнический исследовательский университет, Казахстан, г. Астана
Один из наиболее инновационных средств транспортировки, обеспечивающих высокую производительность и техно-экономическую эффективность при обработке значительных объемов грузов, представляет собой конвейер. В современных условиях массового и серийного производства конвейеры становятся неотъемлемой частью технологического процесса, регулируя темп производства, обеспечивая его ритмичность, способствуя увеличению производительности труда и расширению выпуска продукции. Они эффективно решают задачи комплексной механизации и автоматизации транспортно-технологических процессов.
Широкое внедрение конвейеров происходит в различных сферах национального хозяйства, где их тяговые и грузоперевозочные элементы применяются в роли транспортных и подающих узлов для строительно-дорожной техники, сельскохозяйственных машин, полиграфического оборудования и других технических средств.
Особенно перспективным становится использование конвейеров в гибких автоматизированных системах транспортировки и хранения на транспортно-перегрузочных комплексах. В промышленности конвейеры применяются в качестве высокопроизводительных транспортных средств, перемещающих грузы как внутри завода, так и, в некоторых случаях, на внешнем транспорте.
Они выполняют роль транспортных агрегатов для мощных перегрузочных устройств, таких как мостовые перегружатели, отвалообразователи и прочие [2, c.57].
Кроме того, конвейеры используются для перемещения грузов и изделий по технологическому процессу поточного производства, обеспечивая регулирование темпа производства и объединяя, в некоторых случаях, функции накопителей и распределителей грузов и изделий по отдельным технологическим линиям. Машины и передаточные устройства в технологических автоматических линиях изготовления и обработки деталей и узлов изделий также успешно используют конвейеры.
Наиболее часто встречаемыми видами конвейеров являются ленточные и скребковые. Скребковые конвейеры привлекают внимание своей актуальностью и эффективностью при транспортировке абразивных, грубых или клейких материалов, что может представлять сложности для других типов конвейеров. Они предоставляют возможность перевозки материалов на большие расстояния с минимальными потерями или повреждениями, обеспечивая при этом наилучшую сохранность груза. Изучение и понимание характеристик эксплуатации скребковых конвейеров позволяет оптимизировать их функционирование, добиваясь максимальной эффективности в различных отраслях промышленности [3, c.123]. Скребковые конвейеры представляют собой тип конвейеров, оснащенных скребками, прикрепленными к ленте или цепи. Скребки выполняют роль опоры и транспортировки материалов, преодолевая абразивные, грубые или клейкие свойства материалов. Горизонтальные или наклонные скребковые конвейеры могут применяться в зависимости от угла наклона, требуемого для конкретных задач. Одним из ключевых отличий является отсутствие прецизионных роликов, что делает их подходящими для условий, требующих высокой прочности и надежности.
Согласно условиям эксплуатации и характеру работы, скребковые конвейеры классифицируются как стационарные и переносные. В то время как стационарные конвейеры широко применяются как транспортные машины, переносные конвейеры находят преимущественное применение в роли промежуточного транспорта в очистных выработках. Оптимальные размеры и конструкция конвейера зависят от различных факторов, таких как свойства перемещаемого материала, соотношение размеров скребков, шаг скребков, угол наклона конвейера и скорость движения скребков. Все эти факторы оказывают влияние на эффективность транспортировки материала и зависят от конкретных условий применения конвейера и характера перемещаемого груза [1, c.117].
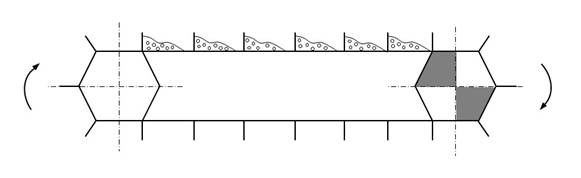
Рисунок 1. Схема рабочих органов скребкового конвейера
При осуществлении грузоперевозок на скребковом конвейере загрузка груза осуществляется через отверстие 2, а затем транспортировка происходит по желобу или трубе при помощи скребков (рис. 1). Непосредственную работу выполняет нижняя часть конвейера, где скребки 4 прочно закреплены на тяговой цепи 3 и перемещают груз внутри желоба 5. Тяговая цепь с прикрепленными скребками проходит через приводную (6) и натяжную (1) звездочки. Сечение скребков может быть различным: прямоугольное, полукруглое или трапециевидное. Самыми частыми материалами для изготовления скребков являются штампованный листовой металл и литые материалы, в то время как желобы чаще выполнены из металла, иногда используется дерево [7, c. 91]. Тенденция развития скребковых конвейеров направлена на увеличение их мощности, протяженности, эффективности и надежности. Существует ряд преимуществ у скребковых конвейеров, таких как возможность гибкой настройки длины конвейера, легкость интеграции в конструкцию крепежа, способность использования комбайна в роли опоры и высокая производительность. Впрочем, в процессе эксплуатации возникают определенные трудности, такие как запуск загруженных конвейеров и недостаточная надежность электроприводов при высоких нагрузках. Отмечается также значительное энергопотребление скребковых конвейеров для преодоления сопротивления.
Основные поломки, связанные с неисправностью тягового механизма, требуют детального исследования режимов запуска и торможения цепи, так как именно в эти моменты возникают высокие динамические нагрузки, влияющие на прочность и надежность всей системы [10, c. 312]. Схема управления скребковым конвейером включает в себя несколько основных блоков:
- Управляющее устройство (программируемый контроллер) – исполнитель алгоритмов управления и контроля процесса транспортировки.
- Конвейерная лента – цепь, соединяющая скребки с приводом, и сами скребки, передающие механическое воздействие на материал во время транспортировки.
- Датчики контроля процесса транспортировки: Д1 – датчик скорости рабочего органа конвейера, Д2 – датчик температуры, Д3 – датчик заполнения полостей и зазоров, Д4 – датчик обрыва цепи.
- Приводная станция – сочетание электрического двигателя и привода, передающего вращение.
- Концевая головка – передача усилия на основной элемент конструкции.
Развитие технологии скребковых конвейеров направлено на преодоление этих проблем и повышение их эффективности в промышленности [5, c. 56].
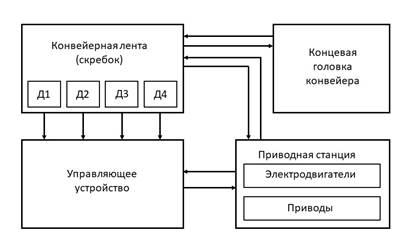
Рисунок 2. Блок-схема управления скребкового конвейера
На сегодняшний день основным направлением увеличения эффективности и надежности управления скребковым конвейером становится возможность воздействия на пусковые режимы с использованием электродвигателей головного и хвостового приводов. В этом контексте активно исследуются алгоритмы пуска и остановки конвейерной ленты с целью разработки более эффективных методов управления. Основные динамические характеристики скребкового конвейера, такие как натяжение, скорость, смещение, ускорение и общее сопротивление движению, подвержены воздействию различных внешних факторов. Сюда включаются движущая сила, тормозное усилие, эффект многоугольника, смещение с автоматической регулировкой системы натяжения, изменения объема породы на конвейере и другие факторы, оказывающие непосредственное воздействие на нагрузки [4, c. 82]. Основная задача управления динамикой скребкового конвейера заключается в контроле процесса запуска установки в соответствии с разницей между установленными параметрами и фактическими показателями. При этом требуется обеспечить, чтобы выходные параметры соответствовали установленным требованиям. В данной работе акцент сделан на разработке оптимальных алгоритмов для двухступенчатого пуска скребкового конвейера. Это в конечном итоге сводится к поиску наилучших характеристик выходного сигнала на приводные установки. Рассматривается типичный двухприводный скребковый конвейер, приведенный на примере модели "Анжера-30". В данном случае использовались асинхронные взрывозащищенные двигатели DAMEL SG3 450 4/8 мощностью 200 кВт. Каждый из приводов (головной и хвостовой) оборудован собственным преобразователем частоты (ПЧ). Головной двигатель обладает регулятором скорости (РС) и контуром регулирования крутящего момента (РМ1), в то время как хвостовой двигатель имеет только контур регулирования крутящего момента (РМ2). Такая конфигурация обеспечивает равномерное распределение нагрузки между головным и хвостовым приводами, способствуя оптимизации работы всей системы [11, c. 75].
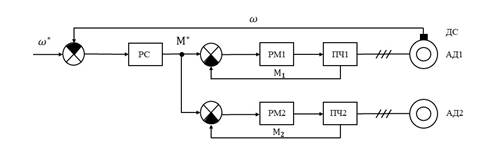
Рисунок 3. Структура привода скребкового конвейера
Основная идея двухступенчатого пуска заключается в последовательном воздействии на работу двигателя. Сначала происходит предварительное намагничивание двигателя после чего осуществляется пуск на низкую скорость, которая обычно составляет 10% от номинальной, и продолжается в течение определенного времени [8, c. 34]. Затем следует переход на полную скорость, длительность которого составляет 2 секунды. Этот временной интервал необходим для завершения всех переходных процессов в тяговых органах. Схематичное представление данного процесса проиллюстрировано на рисунке 4.

Рисунок 4. Управляемая стартовая оптимизированная кривая
На данной иллюстрации демонстрируется, что начальная скорость медленного пуска на первом уровне (V₀) равна 0.1 умножить на скорость полного пуска (V₁), и при этом выполняется условие, что произведение V₀ × V₀ должно быть больше или равно минимальному пути (∆l), пройденному скребковым конвейером. Здесь V₀ представляет собой начальную скорость при медленном пуске, T₀ – время медленного пуска при скорости V₀, ∆l – минимальное расстояние, которое конвейер должен преодолеть и которое больше или равно упругому удлинению цепи [12, c. 15]. Из-за сложности математической модели скребкового конвейера оптимизация процесса пуска рассматривается с использованием теории вязкоупругой динамики. Предполагается, что перед полным пуском конвейер предварительно запускается чередой микроперемещений. В момент запуска направление силы трения остается постоянным, а цепь рассматривается как линейное вязкоупругое тело. Модель Фойгта используется для описания сегмента соединения звеньев цепи. После этого увеличение скорости происходит по форме "S" [9, c. 89].
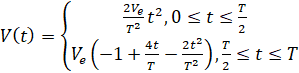 (1)
(1)
где , скорость второй «ступени» м/с;
скорость второй «ступени» м/с;  - время увеличения скорости с
- время увеличения скорости с  до
до  , с.
, с.
При этом ускорение изменяется по треугольной форме:
 (2)
(2)
С целью более наглядного представления исследовательского процесса данная работа воспользуется графиками, полученными при математическом моделировании через программный пакет MATLAB. Использование этого инструмента позволяет провести более точные и систематические исследования. На рисунке 5 представлены зависимости изменений токов головного (Iад1) и хвостового (Iад2) электродвигателей, а также усилия натяжения цепи (F) у головной приводной звездочки при двухступенчатом пуске при полной загрузке конвейера. Анализ графиков показывает, что максимальное значение тока составляет 1,35 от базового, что оказывается ниже перегрузочной способности преобразователя частоты (ПЧ) [6, c. 211]. Максимальное усилие в цепи достигает 600 кН, что также находится в пределах допустимого значения с учетом сохранения запаса прочности.
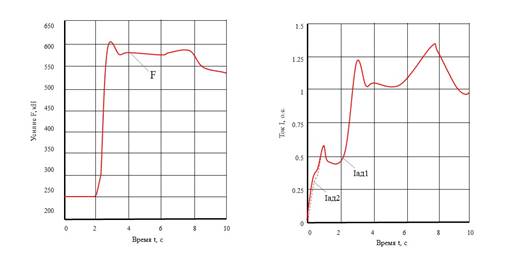
Рисунок 5. Кривые изменения усилия в цепи (а) и тока двигателя (б)
На изображении 5 представлен график изменения ускорения (а) и скорости (б) грузовой ветви конвейера. На данной диаграмме наглядно прослеживаются ключевые этапы двухступенчатого пуска: с 2-й по 3-ю секунду - разгон и установление низкой (маневровой) скорости, а с 5-й по 9-ю секунду - разгон до достижения номинальной скорости [9, c. 89]. График на рисунке 6 иллюстрирует динамику изменения максимального тягового усилия в цепи в зависимости от коэффициента загрузки конвейера.

Рисунок 6. График изменения ускорения (а) и скорости конвейера (б)

Рисунок 7. Зависимость максимального тягового усилия в цепи от коэффициента загрузки конвейеров
Резюмируя статью, следует подчеркнуть ключевую роль скребковых конвейеров в промышленных операциях, особенно при обработке сложных материалов с минимальными потерями или повреждениями.
Отмечается важность совершенствования процессов запуска и систем управления для обеспечения оптимальной производительности и надежности скребковых конвейеров.
Использование математического моделирования, в том числе с применением инструментов, таких как MATLAB, предоставляет ценную информацию о динамическом поведении конвейеров во время запуска, что облегчает разработку более эффективных алгоритмов управления.
Двухэтапный процесс запуска скребковых конвейеров демонстрирует выдающиеся преимущества.
Он снижает механическую нагрузку, обеспечивает плавный переход и оптимальное распределение мощности между приводами, что продлевает срок службы и повышает эффективность работы системы.
Улучшенный контроль и повышенная безопасность делают его важным элементом для создания эффективной и надежной рабочей среды.
В итоге, подчеркивается важность совершенствования эксплуатационных процессов для максимального повышения эффективности и надежности скребковых конвейеров в промышленных условиях.
Список литературы:
1. Brown, A., & Williams, C. (2019). "Control Systems for Enhancing Efficiency of Scraper Conveyors." Automation in Industry, 25(4).
2. Garcia, M., et al. (2017). "Efficiency Optimization of Scraper Conveyors in Mining Operations." Mining Engineering Review, 22(1).
3. Иванов, А.А. (2018). "Оптимизация процессов эксплуатации скребковых конвейеров в промышленности." Москва: Техническое издательство.
4. Иванов, А.Б. (2018). "Оптимизация систем управления скребковыми конвейерами в горнодобывающей промышленности." Москва: Наука и Техника.
5. Ковалев, Е.Н. (2019). "Управление и оптимизация работы скребковых конвейеров в условиях массового производства." Москва: Инженерное дело.
6. Lee, S., & Clark, E. (2020). "Reliability Analysis of Scraper Conveyors in Abrasive Material Handling." International Journal of Reliability Engineering and System Safety, 30(3).
7. Petrov, V., & Sokolov, E. (2019). "Efficiency Improvement of Scraper Conveyors in Underground Mining." International Journal of Mining Engineering, 35(2).
8. Петров, В.И. (2017). "Эффективность и надежность скребковых конвейеров в горнодобывающей промышленности." Санкт-Петербург: Наука и Техника.
9. Smith, J., & Johnson, R. (2018). "Optimizing the Performance of Scraper Conveyors in Industrial Applications." Journal of Industrial Engineering and Management, 15(2).
10. Smith, J., et al. (2020). "Control Strategies for Enhancing Reliability and Efficiency of Scraper Conveyors in Material Handling." Journal of Industrial Engineering and Management, 40(4).
11. Смирнов, Г.П. (2016). "Математическое моделирование и оптимизация процессов транспортировки на скребковых конвейерах." Санкт-Петербург: Техническая литература.
12. White, D., et al. (2016). "Dynamic Modeling and Simulation of Scraper Conveyors for Start-Up Optimization." Proceedings of the International Conference on Industrial Systems Engineering.
