Статья:




Механообработка изделия с помощью ультразвука
Секция: Технические науки
Выходные данные
Давлетбаева Р.Р., Багманов А.М. Механообработка изделия с помощью ультразвука // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XLII междунар. студ. науч.-практ. конф. № 2(42). URL: https://nauchforum.ru/archive/MNF_tech/2(42).pdf (дата обращения: 30.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XLII Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
Механообработка изделия с помощью ультразвука
Давлетбаева Регина Ренатовна
студент четвертого курса Набережночелнинский филиал К(П)ФУ, РФ, Республика Татарстан, г. Набережные Челны
Багманов Алмаз Масгутович
студент четвертого курса Набережночелнинский филиал К(П)ФУ, РФ, Республика Татарстан, г. Набережные Челны
Набиуллина Гульназ Ильгизовна
научный руководитель, преподаватель, Набережночелнинский филиал К(П)ФУ
РФ, Республика Татарстан, г. Набережные Челны
На сегодняшний день к числу технологических процессов, сокращающих трудоемкость изготовления деталей и значительно увеличивающих их надежность и качество, можно отнести ультразвуковую обработку – процессы с применением механических колебаний ультразвуковой частоты в технологических целях. В последнее время этому передовому направлению уделяется максимум внимания. Более широкое практическое применение получает ультразвуковая очистка, позволяющая достигнуть высокого качества деталей и узлов, при одновременной замене ручного труда на автоматизированный.
Ультразвуковая механическая обработка
Процесс механической обработки твердых, хрупких неметаллических материалов, который использует ультразвуковую вибрацию вращающегося алмазного сверла или дробящего инструмента. Вращательная ультразвуковая механическая обработка аналогична обычному сверлению стекла и керамики алмазными сверлами, за исключением того, что вращающееся сверло вибрирует с ультразвуковой частотой 20 кГц. Вращательная ультразвуковая механическая обработка не использует поток абразивной гидросмеси в промежутке между заготовкой и инструментом. Вместо этого инструмент входит в контакт и режет заготовку, а жидкий хладагент, обычно вода, пропускается через сверло, чтобы охлаждать и вымывать струей удаленный материал.
Ультразвуковая обработка образована на принципе выкалывания быстродвижущимися зернами абразива частиц обрабатываемого материала. Абразив подводится к месту обработки взвешенным в жидкости и частицы его действуют на обрабатываемый материал с большой частотой (20 … 25 кГц).
Движение частицам абразива придает торец инструмента, колеблющегося с требуемой частотой. Электрическая энергия ультразвуковой частоты генератора преобразуется в энергию ультразвуковых механических колебаний с помощью магнитострикционного преобразователя.
Особенности ультразвуковой обработки
Данная технология является одной из разновидностей технологии долбления. Ультразвук позволяет снять поверхностный слой с заготовки путем образования выколов и трещин, которые возникают под действием нагрузки.
Ультразвуковая обработка возникла из-за неосуществимости воздействовать на материалы непроводящего и непрозрачного типа привычным механическим методом. Ультразвук способен справиться с любыми материалами.
Можно выделить следующие преимущества данной технологии:
1. Универсальность – подойдет для обработки любых металлов.
2. Потенциал работы с хрупкими материалами, например стекло, камни, гипс и материалы на основе алебастра, а также для работы с алмазами.
3. По окончании работы нет остаточного напряжения, то есть возможность появления трещин на поверхности сведена к минимуму.
4. Низкий уровень шума во время работы.
5. Высокий срок службы оборудования.
Суть процесса состоит в том, что в рабочий сектор оборудования вливается абразивное вещество. Рабочий сектор – пространство между заготовкой и вибрирующим торцом инструмента. От колебания абразивные зерна бьются об поверхность металла, что способствует повреждению верхнего слоя. В качестве абразивного материала могут быть использованы такие вещества, как элементы кремния и бора на основе карбида. При ультразвуковой обработке применяют и жидкость – для подачи абразива. В качестве жидкости применяется всегда вода.
Данная установка обеспечивает значительное качество работ, так как рабочий инструмент, который и образует вибрацию, выполнен из вязких компонентов, что способствует его малому износу в процессе работы. Кроме того, режущий инструмент не чувствителен к воздействию нагрузок ударного типа. В качестве оборудования применяются специальные станки, которые являются универсальными ультразвуковыми агрегатами и могут быть использованы для промышленности и небольших предприятий.
Обработка поверхности металлов ультразвуком
Ультразвуковая обработка поверхности металла состоит из нескольких процессов. Первым и самым важным процессом является внедрение абразивного материала и воздействие его на заготовку. Второй процесс – постоянная циркуляция и замена абразива для качественной обработки изделия. Чтобы технология была максимально эффективной, необходимо тщательное выполнение обоих процессов, так как нарушение любого из них приведет к снижению производительности.
Несмотря на то, что процесс ультразвуковой обработки металла распространился еще в 60-е годы прошлого века, она сейчас считается новым методом качественной обработки заготовок. Данный метод позволяет существенно упростить весь технологический процесс производства любых изделий – из твердого или хрупкого материала. Технология позволяет работать с деталями и заготовками любых размеров и конфигураций.
Но ультразвуковая технология обработки металла имеет и один недостаток – при таком воздействии производительность показателей снижается при росте толщины слоя, который снимается с заготовки.
Осуществление любой технологии вероятна только при наличии надлежащего оборудования. Первые ультразвуковые станки возникли в 1953 году. Принцип работы таких станков следующий. От генератора ток ультразвуковой частоты подается в акустическую головку, где электромагнитные колебания преобразуются в упругие механические колебания, усиливающие концентратором, передаются рабочему инструменту, воздействующему на обрабатываемую поверхность заготовки. В область обработки непрерывно подается абразивная суспензия, концентратор наряду с этим может служить и рабочим инструментом.
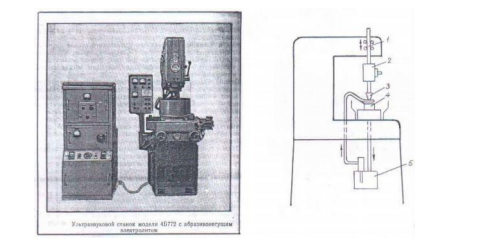
Рисунок 1. Основные узлы ультразвукового станка. 1 – механизм подачи головки; 2 – акустическая головка; 3 – стол со сменными ваннами; 5 – система подвода и отвода абразивной суспензии
На рисунке 1 продемонстрирован общий вид ультразвукового станка 4Б772 с абразиво-несущим электродом и основные узлы ультразвукового станка.
Этот станок предназначен для обработки твердосплавных фильер и деталей штампов.
Он имеет следующие основные технические характеристик и:
· Акустическая мощность кВт 1,5;
· Резонансная частота кГц 22;
· Диаметр обрабатываемых отверстий мм. 1-8 0;
· Наибольшая глубина обработки мм. 4 0;
· Точность обработки мм. 0.0 1.
·Следовательно, ультразвуковая размерная обработка базируется на двух основных процессах:
1. Ударном введении абразивных зерен, которые вызывают выкалывание частиц обрабатываемого материала;
2. Циркуляции и смене абразива в рабочей зоне.
Список литературы:
1. Особенности ультразвуковой обработки // Экспоцентр. URL: http://www.metobr-expo.ru/ru/articles/tehnologiya-ultrazvukovoy-obrabotki-metallov/ (дата обращения: 28.01.2017).
2. Преимущества ультразвуковой обработки // Технологии обработки металла. URL: http://www.metalcutting.ru/content/preimushchestva-ultrazvukovoy-obrabotki (дата обращения: 28.01.2017).
3. РАЗВИТИЕ НАУЧНО-ТЕХНИЧЕСКИХ РЕШЕНИЙ В МЕДИЦИНЕ // ЕДИНОЕ ОКНО. URL: http://window.edu.ru/catalog/pdf2txt/217/19217/1573?p_page=11 (дата обращения: 28.01.2017).
4. Энциклопедии&словари // Ультразвуковая механическая обработка. URL: http://enc-dic.com/word/u/Ultrazvukovaya-mehanicheskaya-obrabotka-20810.html (дата обращения: 28.01.2017).
