Влияние магнитного поля сварочного контура на ориентацию деталей при точечной сварке по кромкам
Конференция: IV Международная заочная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Машиностроение и машиноведение

IV Международная заочная научно-практическая конференция «Научный форум: технические и физико-математические науки»

Влияние магнитного поля сварочного контура на ориентацию деталей при точечной сварке по кромкам
Influence of magnetic field of the welding circuit on the orientation parts in spot welding at the edges
Nikolai Maximov
candidate of Science, associate professor, BMSTU KB, Russia, Kaluga
Dmitry Tkachev
assistant, BMSTU KB, Russia, Kaluga
Аннотация. Рассмотрены вопросы получения сварных соединений деталей из листовой меди контактной точечной сваркой электродами с вольфрамовыми вставками. Доказана невозможность вытекания жидкого металла при совмещении образующей электродов и адиабатических кромок деталей. Показано, что ключевую роль в удержании расплавленного металла играют электродинамические силы, создаваемые токоведущими элементами сварочного контура.
Abstract. The problems of obtaining welded joints of copper sheet by resistance spot welding by electrodes with tungsten inserts were examined. The impossibility of escaping liquid metal when combined forming surfaces of electrodes and adiabatic edge parts was proved. It has been shown that a key role in maintaining the molten metal the electrodynamics forces generated by conductive elements of the welding circuit play.
Ключевые слова: контактная сварка; медь; электроды с вольфрамовыми вставками; электродинамические силы; магнитное поле; жидкая фаза.
Keywords: spot welding; copper; electrodes with tungsten inserts; electrodynamic forces; magnetic field; the liquid phase.
Бурное развитие электропривода на транспорте, в машино- и судостроении требует применения новых конструктивных решений при разработке электродвигателей и другого электрооборудования. Характерным, в этом отношении, является конструкция торцевого асинхронного двигателя с простой торцевой обмоткой. Такая обмотка изготавливается методом штамповки полуобмоток из листовой меди. С целью получения электрически замкнутой волновой обмотки две плоские полуобмотки необходимо соединить по контактным площадкам, расположенным на наружной и внутренней образующих.
В КФ МГТУ им. Н. Э. Баумана разработана технология контактной точечной сварки волновых обмоток торцевых асинхронных двигателей, изготавливаемых методом штамповки из листовой меди толщиной 0,25-0,5 мм.
По данной технологии контактную точечную сварку площадок осуществляют электродами с вольфрамовыми вставками, совмещая кромки деталей с образующими вставок. При этом формируется сварная точка, сочетающая литую зону на кромках с соединением в твердой фазе по остальной площади контакта деталь-деталь (рис.1). По наличию или отсутствию оплавления на кромках судят о качестве сварного соединения.

Рисунок 1. Формирование сварной точки с образованием литой зоны на кромках деталей
Наличие жидкой фазы на кромках деталей определяет жесткие требования к выбору параметров режима сварки. При классическом способе контактной точечной сварки жидкая фаза формируется в контакте деталь-деталь и удерживается в зоне соединения уплотняющим пояском деформированного металла в зазоре и твердым материалом деталей между электродами и литым ядром.
В рассматриваемом же случае жидкая фаза сварного соединения формируется непосредственно под вольфрамовыми вставками и на совмещенных (адиабатических) кромках соединения. При этом возникают опасения, что она может быть выдавлена из условного цилиндра металла под электродами за пределы сварного соединения. Выдавливанию жидкой фазы может препятствовать объем твердого нерасплавленного металла в условном цилиндре (рис. 2), а также электродинамические силы вызванные взаимодействием тока, протекающим через зону сварки (![]() ) с собственным магнитным полем [1, с. 44]. Электродинамические силы (
) с собственным магнитным полем [1, с. 44]. Электродинамические силы (![]() ), вызванные взаимодействием сварочного тока с результирующим вектором магнитной индукции (
), вызванные взаимодействием сварочного тока с результирующим вектором магнитной индукции (![]() ), наведенным в зоне соединения всеми токоведущими элементами сварочного контура, будут стремиться сместить расплавленный металл из зоны сварки на периферию.
), наведенным в зоне соединения всеми токоведущими элементами сварочного контура, будут стремиться сместить расплавленный металл из зоны сварки на периферию.
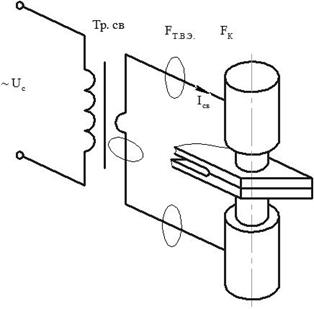
Рисунок 2. Электродинамические силы, возникающие в сварочном контуре
Из ранее проведенных исследований [2, с. 28] известно, что радиальнонаправленное сжимающее поле сил ![]() на периферии сварной зоны превышает величину поля сил
на периферии сварной зоны превышает величину поля сил ![]() , стремящихся сместить жидкую фазу за пределы сварочного контура на два порядка. Однако ассиметричность рассматриваемого соединения (рис. 1) требует более подробного анализа кинетики его формирования. В этом аспекте было бы ошибкой не учитывать влияние поля сил
, стремящихся сместить жидкую фазу за пределы сварочного контура на два порядка. Однако ассиметричность рассматриваемого соединения (рис. 1) требует более подробного анализа кинетики его формирования. В этом аспекте было бы ошибкой не учитывать влияние поля сил ![]() в связи с их малостью.
в связи с их малостью.
Так, например, если рассматривать случай предельного теплового состояния когда слой жидкого металла занимает всю площадь контакта электрод-деталь, но анализ проводить не для отдельных единичных объемов (рис. 3а), а рассматривать в целом весь объем слоя жидкого металла толщиной ![]() в сечении условного цилиндра, проходящего в непосредственной близости к контактам электрод – деталь, то интегральное значение силового поля
в сечении условного цилиндра, проходящего в непосредственной близости к контактам электрод – деталь, то интегральное значение силового поля ![]() , рассчитанного по формуле:
, рассчитанного по формуле:
 (1)
(1)
будет равно нулю (![]() ). В то время, как
). В то время, как ![]() примет вполне определенное значение, зависящее от плотности тока
примет вполне определенное значение, зависящее от плотности тока ![]() и объема слоя жидкой фазы
и объема слоя жидкой фазы ![]() .
.
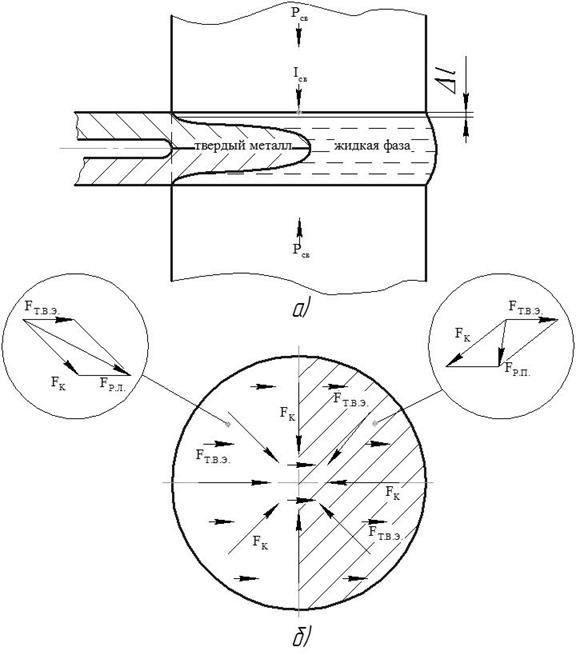
Рисунок 3. Распределение электродинамических сил в зоне сварного соединения
В реальных условиях сварки тепловое состояние зоны соединения будет отличаться от предельного, в основном, в сторону снижения протяженности изотермы плавления как в контакте электрод – деталь, так и в других сечениях условного цилиндра материала деталей под электродами. В этих условиях интегральное значение величины силы ![]() , действующей на объем жидкой фазы, вычисленное по формуле (1) будет отличаться от нуля.
, действующей на объем жидкой фазы, вычисленное по формуле (1) будет отличаться от нуля.
Несимметричность расположения литой зоны соединения в сочетании с особенностями силовых полей рассмотренных электродинамических сил предъявляют определенные требования к ориентации деталей в магнитном поле контура при сварке.
На примере одного из сечений, представленного на рис. 3б, рассмотрим возможные варианты перемещения жидкой фазы в зависимости от ориентации деталей в сварочном контуре. При этом практическое значение имеют два способа ориентации.
Так, в случае совмещения адиабатических кромок деталей с внешней образующей электродов вставок (внешней образующей сварочного контура) в левой, незаштрихованной, полуокружности сечения на рис. 3б значительную часть ее площади занимает твердый, нерасплавившийся металл деталей, на котором не сказывается воздействие электродинамических сил. Результирующая электродинамических сил ![]() будет определяться суммой векторов
будет определяться суммой векторов ![]() и
и ![]() .
.
В правой заштрихованной полуокружности, располагается основная масса подвижной жидкой фазы, а результирующая ![]() определяется разностью векторов
определяется разностью векторов ![]() и
и ![]() , рис. 3б.
, рис. 3б.
![]() , (2)
, (2)
![]() . (3)
. (3)
То есть для левой и правой областей справедливо неравенство:
![]() . (4)
. (4)
В противоположенном случае, когда адиабатические кромки деталей совмещаются с внутренней образующей электродов-вставок твердый, нерасплавившийся металл оказывается в правой полуокружности, т.е. со стороны внешней образующей контактов, а направление действия силовых полей и их результирующей не изменяется (рис. 3б). Основная масса подвижной жидкой фазы при этом располагается в области левой полуокружности, где результирующая ![]() определяется суммой векторов (2, 3).
определяется суммой векторов (2, 3).
Приведенный выше анализ показывает, что эффект смещения жидкой фазы наиболее значительно должен проявляться при совмещении адиабатических кромок с внутренней образующей электродов-вставок (рис. 4б), и менее заметно – при совмещении кромок с внешней образующей (рис. 4а).

Рисунок 4. Смещение жидкой фазы
При развитии процессов плавления, в результате деформирования, жидкая фаза соединения будет выдавливаться из-под электродов (вставок) на периферию контактов электрод-деталь.
Со стороны, противоположной адиабатическим кромкам выдавливанию жидкой фазы будет препятствовать деформируемый твердый металл деталей, играющий роль уплотняющего пояска. В других периферийных областях контактов силовое поле ![]() будет стремиться прижимать выдавливаемый металл к кромкам электродов в то время, как поле
будет стремиться прижимать выдавливаемый металл к кромкам электродов в то время, как поле ![]() - сместить его на внешнюю сторону (образующую) сварочного контура.
- сместить его на внешнюю сторону (образующую) сварочного контура.
Представляется целесообразным сориентировать детали так, чтобы жидкий металл, выдавливаемый из-под электродов, смещался преимущественно на адиабатические кромки. При этом он может несколько увеличить размер литой зоны без соответствующего увеличения тепловложения, что позволит сохранить достаточный объем твердого нерасплавившегося металла под электродами, препятствующего деформации. Данное обстоятельство должно в значительной мере повысить качество соединений. Для этого детали при сварке необходимо располагать в контуре так, чтобы их совмещенные адиабатические кромки совпадали с внешней образующей (или внешними кромками) электродов-вставок и были нормальны к плоскости, проходящей по осям элементов контура.
Ориентация кромок, в каких-либо других доступных направлениях, не позволит эффективно использовать совместное воздействие электродинамических сил и деформационных процессов для повышения прочности соединения (при одинаковом тепловом состоянии во всех сравниваемых случаях). И для достижения такого же объема жидкой фазы на кромках необходимо будет увеличивать нагрев соединения, что приведет к соответствующему снижению объема твердого металла под электродами, увеличению деформации и снижению качества.
Окончательные выводы о влиянии электродинамических сил на кинетику формирования сварной точки, сочетающей соединение в твердой фазе с литой зоной на кромках, можно будет сделать после экспериментальной проверки выдвинутых в данной статье положений.
Все вышеприведенные доказательства были сформулированы при условии строго совпадения каждой из кромок деталей с внешней образующей сварочного контура (или электродов вставок). Однако, в процессе сварки в связи с неточностью установки деталей относительно электродов или самих электродов, могут возникнуть различные отклонения, заключающиеся, чаще всего, в смещении кромок деталей относительно образующей электродов в ту или иную сторону (рис. 5 а, б). Другими словами, кромки могут либо выступать за пределы образующей электродов, такое смещение назовем положительным (![]() ), либо утапливаться, назовем его отрицательным (
), либо утапливаться, назовем его отрицательным (![]() ). Где
). Где ![]() и
и ![]() - расстояние от внешней или наружной образующей электродов (вставок) до адиабатических совмещенных кромок деталей. И в том и в другом случае изменяются условия формирования соединения. Поэтому требуется оценить, как изменится воздействие полей электродинамических сил на жидкую фазу соединения, т.е. на условия формирования самого соединения, при смещении кромок и различной ориентации деталей относительно внешней или внутренней образующих контура. Для этого необходимо проанализировать возможные изменения плотностей тока и полей электродинамических сил в наиболее распространенных ситуациях.
- расстояние от внешней или наружной образующей электродов (вставок) до адиабатических совмещенных кромок деталей. И в том и в другом случае изменяются условия формирования соединения. Поэтому требуется оценить, как изменится воздействие полей электродинамических сил на жидкую фазу соединения, т.е. на условия формирования самого соединения, при смещении кромок и различной ориентации деталей относительно внешней или внутренней образующих контура. Для этого необходимо проанализировать возможные изменения плотностей тока и полей электродинамических сил в наиболее распространенных ситуациях.
Рассмотрим случай, когда кромки выступают за пределы образующей на расстояние ![]() при их ориентации по внешней образующей контура (рис. 5 а).
при их ориентации по внешней образующей контура (рис. 5 а).
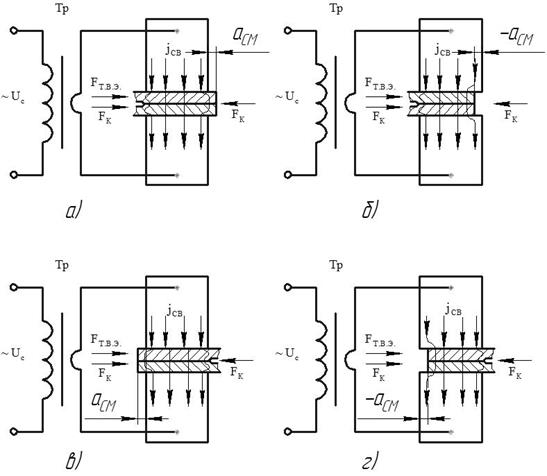
Рисунок 5. Влияние смещения кромок деталей на формирование соединения
Опираясь на опыт, полученный при расчете электрических и тепловых полей, можно с достаточной степенью достоверностью сказать, что если величина смещения ![]() равна
равна ![]() , то распределение плотностей токов в осевом сечении будет соответствовать картине, представленной на рис. 5 а. На периферии зоны соединения в области кромок в сечении, прилегающем непосредственно к контактам электрод (вставка) – деталь, за счет искривлений линий тока величина электродинамических радиальносжимающих сил
, то распределение плотностей токов в осевом сечении будет соответствовать картине, представленной на рис. 5 а. На периферии зоны соединения в области кромок в сечении, прилегающем непосредственно к контактам электрод (вставка) – деталь, за счет искривлений линий тока величина электродинамических радиальносжимающих сил ![]() будет в два-четыре раза ниже, чем в случае идеального совмещения (когда
будет в два-четыре раза ниже, чем в случае идеального совмещения (когда ![]() ). Увеличение значения сил
). Увеличение значения сил ![]() за счет некоторого увеличения площади сечения будет скомпенсировано снижением плотности тока за счет растекания линий тока.
за счет некоторого увеличения площади сечения будет скомпенсировано снижением плотности тока за счет растекания линий тока.
Величина поля сил ![]() , стремящихся сместить жидкую фазу на внешнюю сторону контура относительно поля сил
, стремящихся сместить жидкую фазу на внешнюю сторону контура относительно поля сил ![]() в интересующей нас области адиабатических кромок, уменьшится лишь на 25-50%. Такое незначительное отклонение связано с тем, что величина сварочного тока в контуре машины при совмещении деталей останется практически неизменной. Следовательно, неизменной будет и величина результирующего вектора индукции
в интересующей нас области адиабатических кромок, уменьшится лишь на 25-50%. Такое незначительное отклонение связано с тем, что величина сварочного тока в контуре машины при совмещении деталей останется практически неизменной. Следовательно, неизменной будет и величина результирующего вектора индукции ![]() в зоне соединения. Некоторое уменьшение величины
в зоне соединения. Некоторое уменьшение величины ![]() будет вызвано лишь искривлением линий тока (т.е. появлением поперечной составляющей) непосредственно в зоне соединения.
будет вызвано лишь искривлением линий тока (т.е. появлением поперечной составляющей) непосредственно в зоне соединения.
При этих условиях смещающее воздействие поля сил ![]() будет проявляться в большей степени, чем в случае строгого совмещения кромок с образующей электродов. В результате следует ожидать более сильного проявления эффекта смещения жидкой фазы из области контактов электрод (вставка) – деталь к адиабатическим кромкам и формирования достаточного объема жидкой фазы, обеспечивающего необходимую прочность соединения, а также условия визуального контроля.
будет проявляться в большей степени, чем в случае строгого совмещения кромок с образующей электродов. В результате следует ожидать более сильного проявления эффекта смещения жидкой фазы из области контактов электрод (вставка) – деталь к адиабатическим кромкам и формирования достаточного объема жидкой фазы, обеспечивающего необходимую прочность соединения, а также условия визуального контроля.
В случае ориентации кромок по внутренней образующей сварочного контура и описанного выше смещения (рис. 5 б) все приведенные доводы остаются справедливы. Разница заключается лишь в том, что жидкая фаза будет перемещаться в противоположенном от кромок направлении. При этом образование достаточного объема жидкой фазы на кромках без перегрева металла в условном цилиндре сверх критической величины будет возможно лишь при очень малых значениях величины смещения ![]() .
.
Рассмотрим случай, когда смещение кромок относительно образующей произошло в противоположенном (отрицательном) направлении (рис. 5 б, г). При этом некоторая часть площади торцов электродов (вставок) зависает и контактирование осуществляется по неполной поверхности.
В результате, как в контактах, так и в любом из сечений условного цилиндра, увеличивается плотность тока, снижается объем металла условного цилиндра. Вследствие этого возникает перегрев в зоне соединения, что неминуемо приведет к изменению оптимальных пропорций между объемами жидкой фазы и твердого нерасплавившегося металла под электродами в сторону уменьшения последнего. Это, в свою очередь, может вызвать увеличение деформации вплоть до сквозной.
Увеличение плотности тока в условном цилиндре металла под электродами будет также способствовать некоторому увеличению радиальносжимающих сил ![]() . В то же время величина сил
. В то же время величина сил ![]() , стремящихся переместить жидкую фазу в сторону внешней образующей, изменится в гораздо меньшей степени, т.к. величина тока в токоведущих элементах контура останется практически неизменной.
, стремящихся переместить жидкую фазу в сторону внешней образующей, изменится в гораздо меньшей степени, т.к. величина тока в токоведущих элементах контура останется практически неизменной.
Искривление линий тока в электродах (вставках) за счет эффекта усечения площади контактов приведет к увеличению электродинамических сил отталкивания.
Совокупность воздействия этих сил с радиальносжимающими силами ![]() будет способствовать противодействию деформации в процессе протекания сварочного тока и может несколько скомпенсировать отрицательное воздействие от ошибки смещения.
будет способствовать противодействию деформации в процессе протекания сварочного тока и может несколько скомпенсировать отрицательное воздействие от ошибки смещения.
Очевидно, при условии, что величина отрицательного смещения оказалась достаточно малой и не произошло сквозной деформации деталей, ориентация кромок по наружной или внутренней образующей не обеспечивает каких-либо существенных преимуществ в процессе формирования соединения за исключением некоторого незначительного увеличения объема жидкой фазы на кромках в случае их ориентации по внешней образующей сварочного контура.
Рассмотренные варианты показывают, что при ориентации деталей по внешней образующей электродов (вставок) в случае положительного смещения кромок может происходить некоторая компенсация ошибки неправильной установки деталей. В случае отрицательного смещения такая ориентация также может позволять получить некоторые преимущества, проявляющиеся в несколько увеличенном объеме жидкой фазы на кромках.
В то время как при ориентации деталей по внутренней образующей, в случаях положительного или отрицательного смещения, ошибки от неточной установки могут лишь усугубить отрицательные последствия и затруднить формирование оптимального объема жидкой фазы соединения.
Выводы. 1. Проведенные исследования подтвердили положения, выдвинутые на основе анализа литературных источников о возможности существенного влияния магнитного поля на процесс формирования рассматриваемого соединения, которое связано с его особенностями, заключающимися в наличии некоторого объема жидкого металла непосредственно под электродами (вставками) и в области кромок. Они показали, что воздействие электродинамических сил на электроды и хоботы контактной машины в этих условиях может быть сопоставимо со сварочным усилием и появляется опасность появления эффекта «дребезга контактов» и нарушения процесса сварки. Поэтому при выборе величины сварочного усилия его минимальное значение должно быть больше электродинамических сил отталкивания.
2. Применение графоаналитического метода позволило выразить результирующий вектор индукции (![]() ), наведенный токоведущими элементами, через величину сварочного тока
), наведенный токоведущими элементами, через величину сварочного тока ![]() , раствор
, раствор ![]() и вылет
и вылет ![]() сварочного контура и вычислить его значение.
сварочного контура и вычислить его значение.
Расчет составляющих магнитного поля позволил определить величину и распределение полей электродинамических сил в зоне соединения и сделать важный вывод о том, что при сварке соединений с формированием жидкой фазы на кромках деталей, совмещенных с образующей электродов, нет оснований для возникающих ранее опасений о возможности срыва жидкой фазы за пределы соединения, т.к. величина радиальных сжимающих сил (![]() ), на периферии соединения в области формирования жидкой фазы, на два порядка превышает величину сил (
), на периферии соединения в области формирования жидкой фазы, на два порядка превышает величину сил (![]() ), стремящихся сместить жидкую фазу за пределы внешней образующей контура.
), стремящихся сместить жидкую фазу за пределы внешней образующей контура.
3. Несимметричность сварной точки, сочетающей соединение в твердой фазе с литой зоной на кромках, требует учета воздействия электродинамических сил, стремящихся сместить жидкую фазу (![]() ), при ориентации деталей в сварочном контуре.
), при ориентации деталей в сварочном контуре.
Установлено, что для повышения технологичности процесса и качества соединений, при сварке детали следует ориентировать так, чтобы их адиабатические кромки совмещались с внешней образующей электродов (вставок). При этом, без увеличения тепловложения и деформации соединения, используя совместные процессы деформирования и смещения, выдавливаемого из-под электродов, жидкого металла на внешнюю образующую контура, т.е. на расплавленные кромки, можно несколько увеличить объем жидкой фазы, что должно повысить качество соединения.
Такая ориентация деталей будет способствовать повышению устойчивости процесса формирования литой зоны в случае смещения кромок деталей относительно образующей электродов (вставок) при их установке и сварке.
