НЕКОТОРЫЕ АСПЕКТЫ СОЗДАНИЯ ОПЫТНОГО ПРОИЗВОДСТВА В УСЛОВИЯХ ВЫСШЕГО УЧЕБНОГО ЗАВЕДЕНИЯ
Конференция: LVIII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Машиностроение и машиноведение

LVIII Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
НЕКОТОРЫЕ АСПЕКТЫ СОЗДАНИЯ ОПЫТНОГО ПРОИЗВОДСТВА В УСЛОВИЯХ ВЫСШЕГО УЧЕБНОГО ЗАВЕДЕНИЯ
SOME ASPECTS OF THE CREATION OF PILOT PRODUCTION IN A HIGHER EDUCATIONAL INSTITUTION
Denis Maslow
Senior teacher, Kurgan state University, Russia, Kurgan
Svetlana Maslowa
Undergraduate, Kurgan state University, Russia, Kurgan
Victor Ovsyannikov
Candidate of Science, associate Professor, Kurgan state University, Russia, Kurgan
Аннотация. Целью работы является совершенствование организации процесса производства инструмента в условиях опытного производства. В работе использованы методы технологии машиностроения и организации производства. В результате проведенных исследований определены узкие места базового технологического процесса и сформулированы рекомендации по совершенствованию технологии и организации производства в рамках высшего учебного заведения.
Abstract. The purpose of the work is to improve the organization of the tool production process in pilot production conditions. The work uses methods of engineering technology and production organization. As a result of the studies, bottlenecks of the basic technological process were identified and recommendations for improving technology and organizing production within the framework of a higher educational institution were formulated.
Ключевые слова: производство, инструмент, технология, организация, процесс
Keywords: manufacturing, tool, technology, organization, process
В современных условиях высшие учебные заведения должны заниматься НИР, причем наиболее оптимальный результатом НИР является выход на малые и средние серии выпуска продукта. Из этого следует, что в состав НИР должны входить не только опытно-конструкторские работы, но и работы по технологической подготовке производства. ФГБОУ ВО Курганский государственный университет на кафедре «Машиностроение» имеет материальную базу, которая позволяет реализовывать технологические процессы изготовления твердосплавного режущего инструмента. Пример маршрутного технологического процесса изготовления инструмента приведен в таблице 1.
Таблица 1.
Маршрутный технологический процесс изготовления инструмента
|
№ |
Наименование операции |
Оборудование |
|
000 |
Отрезная |
ТОША-200М |
|
005 |
Шлифовальная |
Станок для снятия фасок LIYOUONE |
|
010 |
Шлифовальная |
HAWEMAT 2500 |
|
015 |
Контрольная |
Микроскоп цифровой специальный |
|
020 |
Маркировочная |
Маркировщик лазерный |
|
025 |
Слесарная |
Стенд галтовочный специальный |
|
030 |
Ультразвуковая |
Пост ультразвуковой очистки в составе |
|
035 |
Вакуумная |
Установка для нанесения покрытий |
|
040 |
Контрольная |
Микроскоп цифровой специальный |
|
045 |
Контрольная |
Твердомер Роквелла |
Следует отметить, что такой технологический процесс реализуется в рамках опытных работ по освоению выпуска инструмента. С организационной точки зрения он не является оптимальным, т.к. имеется распределенная структура (оборудование расположено в разных помещениях). Поэтому целесообразно проанализировать потери времени по организационно-техническим причинам [1,2]. На рисунке 1 приведена циклограмма организационно-временного анализа [3,4] (базовый вариант).

Рисунок 1. Циклограмма организационно-временного анализа (базовый вариант)
В результате анализа были определены источники потерь времени и сформулированы предложения по совершенствованию организации процесса. На рисунке 2 приведена планировка участка, содержащая предлаагемые улучшения.
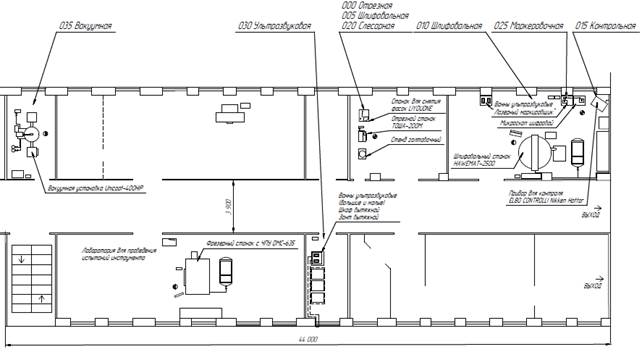
Рисунок 2. Планировка участка
Проведем расчет экономической эффективности предлагаемых решений (см. таблицу 2).
Таблица 1.
Расчеты экономической эффективности
|
Показатель |
По базовому варианту |
По проектному варианту |
|
Количество основного технологического оборудования |
5 |
5 |
|
Количество вспомогательного технологического оборудования |
4 (одноместная обработка) |
4 (многоместная обработка) |
|
Количество персонала |
2 |
4 |
|
Программа выпуска, N |
2484 |
6110 |
|
Партия запуска |
18 |
18 |
|
Цена заготовки, руб., Cзаг |
300 |
300 |
|
Цена фрезы, руб., Cфр |
2750 |
2750 |
|
Заработная плата основного, Zзо |
36 |
76 |
|
На сырье (заготовки), Zс |
62100 |
124200/372600 |
|
На покупку оборуд., руб., Zпо |
600000 |
1100000 |
|
Ремонт помещения, руб., Zр |
- |
300000 |
|
На такелажные работы, руб., Zт |
0 |
50000 |
|
На оснастку, руб., Zи |
50000 |
350000 |
|
Выручка, руб., W |
6831000 |
16802500/40986000 |
|
Прибыль, руб. |
6118468 |
14877388/38812488 |
Расчет технологической себестоимости фрезы.
Затраты на сырье/ заготовки:
Zс= Nмес* Cзаг,
По базовому варианту:
207*300=62100
По проектному варианту:
414*300=124200
1242*300=372600
Годовая выручка:
W=N*Cфр,
Годовая выручка по базовому варианту:
2484*2750=6831000
Годовая выручка по проектному варианту:
6110*2750=16802500
14904*2750=40986000
Прибыль:
P=W-(Zзо+Zзв+Zс+Zпо+Zр+Zи),
Прибыль по базовому варианту=6118468 руб.
Прибыль по проектному варианту= 38812488 руб.
Для того чтобы начать выпускать изделия по проектному варианту необходимы следующие затраты:
- на покупку оборудования и дополнительного оснащения1100000 руб.;
- на инструмент и оснастку350000 руб.;
- на заработную плату персоналу 912000 руб.;
- на сырье (заготовки) 124200 руб.;
- на ремонт помещения300000 руб.;
- такелажные работы 50000 руб.
Итого: 3286200 руб. необходимо затратить на запуск проектного варианта.
Как можно видеть из таблицы 2, предлагаемый вариант требует больших затрат, однако ожидаемая прибыль также существенно больше.
