РАЗРАБОТКА СИСТЕМЫ УПРАВЛЕНИЯ И КОМПЛЕКСНОГО МОНИТОРИНГА ГАЛЬВАНИЧЕСКИМИ ПРОЦЕССАМИ
Журнал: Научный журнал «Студенческий форум» выпуск №4(183)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №4(183)
РАЗРАБОТКА СИСТЕМЫ УПРАВЛЕНИЯ И КОМПЛЕКСНОГО МОНИТОРИНГА ГАЛЬВАНИЧЕСКИМИ ПРОЦЕССАМИ
Целью данного проекта является:
1. Проектирование автоматизированной установки, предназначенной для управления родственными гальваническими процессами, которая позволит повысить точность регулирования параметров гальванических процессов, что позволит повысить качество покрытий, сократить расход ресурсов, а также позволит проводить мониторинг технологических процессов для сбора информации.
2. Разработка комплексного программного обеспечения для быстрого и точного расчета необходимого времени для нанесения покрытия определенной толщины.
Для достижения поставленной цели были сформулированы и решены следующие задачи:
- анализ гальванических процессов;
- недостатки существующих систем управления гальваническими процессами;
- разработка функциональной схемы автоматизации;
- выбор технических средств автоматизации;
- разработка имитационной модели технологических процессов в SCADA-системе.
Анализ гальванических процессов
В качестве гальванических процессов рассматривались:
- Хромирование.
- Меднение.
- Цинкование.
Анализ таблицы 1, в которых представлены сравнительные характеристики рассматриваемых гальванических процессов показал, что их можно охарактеризовать как родственные. Анализ современного состояния вопроса автоматизации гальванических процессов показывает, что теоретические основы процессов проработаны достаточно давно и существует настоятельная необходимость разработки автоматизированных систем управления этим процессом с диагностикой состояния объекта. Пример внедрения установки твердого анодирования с компьютерным управлением и диагностикой толщины, показал, что для создания математической модели нужно иметь достаточную базу экспериментальных данных.
Таблица 1.
Сравнительная таблица гальванических процессов
|
Вид покрытия |
Тип покрываемых изделий |
Назначение покрытия |
Температура электролита, °С |
Плотность тока, j, А/dm2 |
Продолжительность процесса, мин |
Скорость осаждения, мкм/мин |
|
Хромирование |
Сталь |
Защитное и защитно-декоративное |
45...55 |
15...60 |
2...6 |
0,8 |
|
Меднение |
Сталь |
Защитное и защитно-декоративное |
25...40 |
1...6 |
4...8 |
0,7 |
|
Цинкование |
Сталь, медные сплавы |
Защитное и защитно-декоративное |
30...40 |
1...2 |
20...44 |
0,6 |
Недостатки существующих систем управления гальваническими процессами
В ходе анализа особенностей рассматриваемых технологических процессов выявлены следующее недостатки:
– контроль параметров осуществляется чисто визуально;
– контроль толщины покрытия приближенно по времени;
– технические параметры процесса контролируются вручную;
– отсутствует автоматическое отключение.
Низкая степень автоматизации процесса обуславливает низкие показатели качества покрытий и снижение производительности.
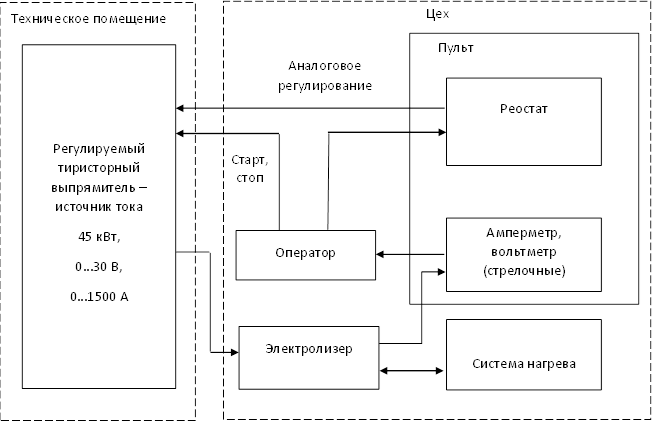
Рисунок 2. Структурная схема существующей установки
Установка, структурная схема которой показана на рис. 2., обеспечивает реализацию гальванических процессов.
Разработка функциональной схемы автоматизации
В результате работы проведен анализ современного состояния вопроса автоматизации гальванических процессов, на основании которого предложен путь достижения поставленной цели.
На основе анализа существующей установки для твердого анодирования с компьютерным управлением и диагностикой толщины покрытия, функционирующей в цехе №3 ОАО «КумАПП», разработана и предложена структурно-функциональная схема универсальной автоматизированной установки для управления гальваническими процессами.
Рисунок 3. Функциональная схема автоматизации
Основными контролируемыми параметрами в рассматриваемых гальванических процессах являются плотность тока, напряжение, температура электролита и длительность обработки. Указанные параметры необходимо контролировать для результативного процесса. Кроме того, для более точной оценки состояния системы, следует измерять pH электролита, плотность и электропроводность. Данные параметры позволяютт точнее оценивать степень выработки электролита и обеспечить равномерность обработки. Таким образом, указанные параметры можно разделить на электрические, термодинамические и электрохимические.
Таблица 2.
Контролируемые, регулируемые, сигнализируемые параметры
|
|
Температура раствора |
Концентрация раствора |
Уровень раствора в ванне |
Плотность тока |
Кислотность электролита |
Длительность процесса обработки |
|
Контролируемые параметры |
+ |
+ |
+ |
|
|
|
|
Регулируемые параметры |
+ |
|
+ |
+ |
+ |
+ |
|
Сигнализируемые параметры |
+ |
+ |
+ |
|
|
|
Разработка структурно-функциональной схемы автоматизированной установки
С целью повышения точности регулирования и контроля гальванических процессов, а также приведения источника в соответствие решаемым задачам предложены следующие альтернативные подходы.
1. Замена существующего тиристорного выпрямителя современным импульсным регулируемым источником с высоким коэффициентом стабилизации выходного напряжения.
2. Замена стрелочного амперметра и вольтметра, а также ртутного термометра цифровыми измерителями тока, напряжения и температуры в коррозионно-стойком исполнении, с диапазонами измерений, соответствующих номинальным режимам работы.
3. Разработка и создание схемы регулировки тока, обеспечивающей плавное регулирование тока оператором во всем диапазоне работы ванны.
4. Установка промышленного управляющего компьютера с системой цифроаналогового ввода-вывода.
5. Увязка цифровых измерителей в АСУ ТП на основе промышленного контроллера в коррозионно-стойком исполнении.
6. Установление связи толщины покрытия и других характеристик, например, шероховатости и микротвердости, с напряжением, током, температурой, количеством электричества.
7. Сопряжение контроллера с управляющим компьютером – рабочим местом оператора – установленным вдали от коррозионно-активной атмосферы.
8. Разработка диагностических моделей для оценки свойств поверхностного слоя по измеримым характеристикам.
9. Разработка программного обеспечения АРМ оператора установки, позволяющего контролировать технологические параметры процесса и оценивать толщину покрытия в ходе обработки.
10. На основе экспериментальных исследований процессов на автоматизированной установке с программным управлением и мониторингом, появляется возможность разработки способов диагностики процессов.
Выбор технических средств автоматизации
Наиболее распространенными средствами автоматизации являются приборы и регуляторы, работающие с электрическими и термодинамическими параметрами. К ним относятся:
а) измерители-регуляторы;
б) приборы контроля и управления;
в) системы автоматизации;
г) устройства связи;
д) приводная техника;
е) блоки питания и устройства коммутации
ж) датчики и первичные преобразователи.
Проведен обоснованный выбор оборудования, необходимого для создания разработанной автоматизированной установки, приведено его описание.
Данные средства автоматизации относятся к контрольно-измерительным приборам и производятся рядом российских (ОВЕН, КИППРИБОР, АКИП и др.) и зарубежных (OMRON, SIEMENS, PHILIPS, FUJI и др.) фирм.
