УПРАВЛЕНИЕ РЕЖИМОМ ТЕРМООБРАБОТКИ ПОРОШКОВОЙ СТАЛИ
Журнал: Научный журнал «Студенческий форум» выпуск №17(284)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №17(284)
УПРАВЛЕНИЕ РЕЖИМОМ ТЕРМООБРАБОТКИ ПОРОШКОВОЙ СТАЛИ
CONTROL OF HEAT TREATMENT MODE OF POWDER STEEL
Maxim Bazhutin
Student, South Russian State Polytechnic University (NPI), Named after M.I. Platova, Russia, Novocherkassk
Idibeg Rasulov
Student, South Russian State Polytechnic University (NPI), Named after M.I. Platova, Russia, Novocherkassk
Аннотация. В данной работе разработана система автоматического регулирования (САР) температуры закалочной печи для заготовок из металлического порошка. Построена структура системы регулирования, рассчитаны коэффициенты ПИД-регулятора, выполнено моделирование режимов нагрева в среде CoDeSys.
Abstract. In this work, a system of automatic control (CAP) of the temperature of the quenching furnace for metal powder blanks has been developed. The structure of the control system is constructed, the coefficients of the PID controller are calculated, and the simulation of heating modes in the CoDeSys environment is performed.
Ключевые слова: система автоматического регулирования температуры, программно-логический контроллер, объект регулирования, ПИД-регулятор, CoDeSys.
Keywords: automatic temperature control system, software logic controller, control object, PID controller, CoDeSys.
Производство порошковой быстрорежущей стали сопряжено с рядом сложностей, одно из которых – высокая требовательность к режимам термической обработки. Например, для порошковой быстрорежущей стали Р6М5, следует обеспечить три ступени нагрева [1,2]: нагрев до 400 град, скорость нагрева не устанавливается (определяется инерционностью самой печи и мощностью нагревателей), выдержка 2 часа; нагрев до 800 град, скорость нагрева не устанавливается, выдержка 2 часа; нагрев до 1200 град, скорость нагрева – 2 час; выдержка – 2 часа; медленное остывание с температуры 1200 град до температуры 900 град., время остывания – 22 часа.
Реализации системы управления (СУ) нагревом закалочной печи выполнена на базе программно-логического контроллера ПЛК-150 ОВЕН. Структура СУ представлена на рис.1.
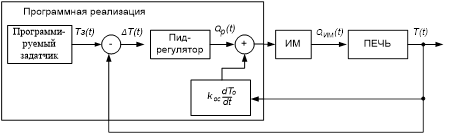
Рисунок 1. Структура системы управления
Реализация программируемого задатчика и ПИД-регулятора выполнена в среде CoDeSys на языке CFC (рис.2) [3]. Основу программируемого задатчика составляют функциональные блоки (ФБ) «Таймеры», обеспечивающие формирование временных интервалов алгоритма нагрева. Линейное изменение задаваемой температуры обеспечивает ФБ «RAMP_REAL».
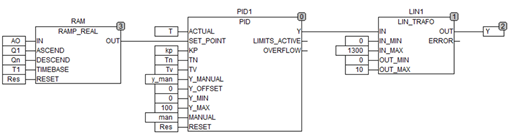
Рисунок 2. САР нагрева печи на языке CFC
Функциональный блок реализует ПИД закон регулирования по формуле [3]:
Y = Y_OFFSET + KP (e(t)+ 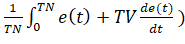 ,
,
где: Y_OFFSET – стационарное значение; KP – коэффициент передачи; TN – постоянная интегрирования (s); TV – постоянная дифференцирования (s); e(t) – сигнал ошибки.
Для формирования начальных и конечных точек нагрева с линейной скоростью изменения параметров нагрева, реализованы вспомогательные схемы: схема преобразования времени в сигнал формата REAL, формирователь временных интервалов на таймерах, формирователь сигнала по начальным и конечным точкам интервала нагрева.Алгоритм управления был апробирован на физическом объекте – печи сопротивления. Расчет параметров регулятора выполнено графическим методом по кривой разгона. Точность регулирования составила более 10% (рис.3), что говорит о следующем.
- Коэффициенты регулятора нуждаются в настройке.
- Использование ПИ- или ПИД-регулятора для решения задачи многоступенчатого нагрева с высоким качеством регулирования задача трудно выполнимая. Следует использовать другие методы регулирования, например, нечеткие алгоритмы.
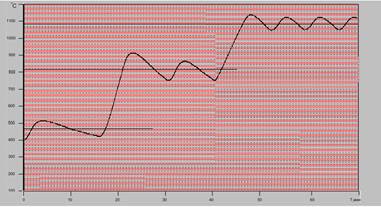
Рисунок 3. Кривые ступенчатого нагрева
Выводы
Разработана одноконтурная система регулирования температуры закалочной печи, получены параметры настройки ПИД- регулятора, выполнено физическое моделирование нагрева. Полученные результаты не удовлетворяют требованиям термической обработки быстрорежущих порошковых сталей и требуют оптимизации [2].
