ВОЗМОЖНОСТЬ ГИБКИ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ С РАСКАТЫВАНИЕМ
Журнал: Научный журнал «Студенческий форум» выпуск №36(303)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №36(303)
ВОЗМОЖНОСТЬ ГИБКИ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ С РАСКАТЫВАНИЕМ
ANALYSIS OF THE POSSIBILITY OF BENDING WITH ROLLING OF STRAIGHT-SEAM WELDED PIPES
Daniil Maternowski
Student, Department of Engineering Technology, Machines and Tools, Branch of South Ural State University in the city of Zlatoust, Russia, Zlatoust
Vladimir Samojlenko
Student, Department of Engineering Technology, Machines and Tools, Branch of South Ural State University in the city of Zlatoust, Russia, Zlatoust
Alexander Kozlov
Scientific Supervisor, Professor of the Department of Engineering Technology, Machines and Tools, Branch of South Ural State University in the city of Zlatoust, Russia, Zlatoust
Andrej Bobylev
Scientific Supervisor, Head of the Department of Engineering Technology, Machines and Tools, Branch of South Ural State University in the city of Zlatoust, Russia, Zlatoust
Аннотация. Стальной трубопрокат используется в разных отраслях и сферах. При этом повышенной потребностью пользуются трубы стальные прямошовные, которые изготавливают из листового металла путем формовки и сварки давлением или же плавлением. Прочностные характеристики позволяют использовать этот прокат как для строительства металлоконструкций, так и для прокладки трубопровода.
Основной материал для их изготовления - это углеродистые марки стали, которые имеют высокую прочность и твердость. При этом показатели теплостойкости и износостойкости находятся на среднем уровне. При использовании легирующих компонентов улучшаются их характеристики.
При монтаже трубопроводов требуется большое количество их криволинейных элементов, которые получаются холодной или горячей гибкой, вызывает интерес исследование возможности холодной гибкипрямошовных сварных труб с раскатыванием.
Abstract. Steel pipe products are used in various industries and spheres. At the same time, there is a high demand for straight-seam steel pipes, which are made from sheet metal by molding and pressure welding or fusion. Strength characteristics allow using this rolled product both for the construction of metal structures and for laying pipelines.
The main material for their manufacture is carbon steel grades, which have high strength and hardness. At the same time, heat resistance and wear resistance are at an average level. When using alloying components, their characteristics are improved.
When installing pipelines, a large number of their curvilinear elements are required, which are obtained by cold or hot bending, arousing interest in studying the possibility of cold bending of straight-seam welded pipes with rolling.
Ключевые слова: гибка труб; раскатной инструмент, сварные прямошовные трубы.
Keywords: the flexible pipes; raskatny tool,welded straight-seam pipes.
Рассмотрим основные способы получения сварных труб, их назначение характеристики, размеры и материалы. Их получают различными способами, каждый из которых имеет определенные технологические преимущества и недостатки. [1,9]
Способы получения окончательных размеров готовых труб:
– в калибровочных клетях;
– формовочно-сварочных агрегатах;
– на редукционных станах.
Способы производства электросварных труб классифицируются по характеру протекания процесса, количеству и направлению швов на трубах, способу формовки трубной заготовки и способу ее сварки.
В соответствии со СНИП 20506-85 для магистральных трубопроводов используют прямошовные сварные трубыдиаметр которых варьируется от40 до 200 мм., и более.
По количеству и направлению швов на трубах различают одношовные и двухшовные трубы. Трубы двухшовные с прямым швом выпускают большого диаметра. Выпуск одношовных труб с прямым швом ограничен шириной исходного листа.
Одной из основных операций всех технологических процессов производства сварных труб является формовка трубной заготовки - сворачивание плоской заготовки (листа, ленты, штрипса) в цилиндрическую. Процесс формовки заготовки требует по сравнению с прошивкой (основной операцией в производстве бесшовных труб) значительно меньших энергозатрат, что определяет экономичность производства сварных труб.[1,2]
Это довольно простая и дешевая технология, но при ее использовании возникают некоторые проблемы, а именно:
– для изготовления труб разного диаметра будут необходимы заготовки-штрипсы разной ширины;
– переход на выпуск труб другого диаметра будет требовать переоснащения новыми деталями (прежде всего валками) всей производственной линии;
– при остывании заготовки в сварном шве будут возникать напряжения, которые существенно снизят его прочность (рисунок 1).
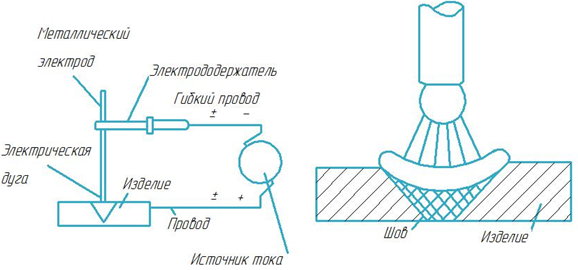
Рисунок 1. Схема
Формовка трубной заготовки может осуществляться при обычных температурах металла и с предварительным нагревом. В соответствии с этим различают холодную и горячую формовку. Холодая применяется во всех процессах электросварки труб. Горячая при печной сварке труб.
Холодная формовка заготовки может производиться с образованием щели между свариваемыми кромками по образующей. В зависимости от размеров и назначения заготовки и труб, применяемого метода сварки для обычной холодной формовки (с продольной щелью между кромками) может применяться различное оборудование: гибочные вальцы, прессы и непрерывные валковые станы (рисунок 2).
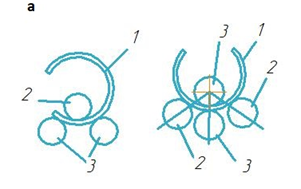
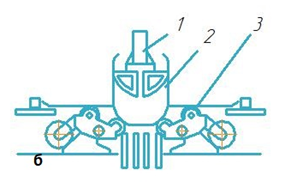
Рисунок 2. Схемы различных способов формовки труб:
а - формовка труб в трехвалковых и четырехвалковых вальцах (1 - формуемый лист, 2 - подвижной валок; 3 - неподвижный валок); б - формовка труб в прессах (1 - верхняя траверса с пуансоном, 2 - формуемый лист, 3 - нижняя траверса с постелью);
Способы сварки труб имеют различную физическую сущность и разделяются на два вида:
– сварку давлением (печная, высокочастотная, сопротивлением) и сварку плавлением (дуговая);
– сварка давлением осуществляется путем нагрева кромок трубной заготовки до высоких температур (первый этап) и последующего их сжатия с доведением до совместной пластической деформации (второй этап - сварка). Разные способы сварки давлением отличаются главным образом методом нагрева кромок: при печной сварке нагрев производится теплом сгорания топлива, а затем дополнительно - теплом окисления металла при высоких температурах, при электросварке - теплом, выделяемым при прохождении электрического тока. Сжатие и осадка кромок производятся за счет усилий, возникающих при редуцировании заготовки в круглом калибре;[1]
Сварка давлением принципиально возможна в области температур от начала рекристаллизации до температуры плавления. Однако при установлении практической области сварки трубных швов необходимо учитывать, с одной стороны, что прочность шва возрастает с увеличением температуры, давления в стыке и продолжительности выдержки сварного стыка под давлением, с другой - относительно невысокие допустимые сварочные давления, ограниченные устойчивостью кромок и возможностью их смещения, а также небольшие выдержки под давлением в калибрах трубосварочных станов. При указанных условиях прочный сварной шов может быть получен при температурах, предельно высоких для металла, находящегося в твердом состоянии, и обеспечивающих его высокую пластичность, малое сопротивление деформации, расплавление оксидов, а при необходимости получения усиленного шва - оплавление поверхностей кромок.
Сварка плавлением сопряжена с образованием ванны расплавленного металла (сварочной ванны). Расплавление металла при сварке трубных швов производится за счет тепла электрической дуги между кромками и электродом при температуре более 2000 °С. Плавятся только кромки при использовании неплавящегося вольфрамового электрода (при газоэлектрической сварке) или одновременно кромки и плавящиеся электроды (при сварке под флюсом). Образование сварного шва осуществляется в процессе выхода из зоны действия дуги, остывания и кристаллизации расплавленного металла. Предохранение ванны от контакта с воздухом и окисления металла производится инертным газом или слоем расплавленного флюса. Кромки трубной заготовки при плавлении и остывании ванны удерживаются на постоянном расстоянии друг от друга, а их сдавливание, как при сварке давлением, не производится.
Сварка плавлением по сравнению со сваркой давлением более энергоемка, производится со значительно более низкой скоростью, однако обеспечивает более высокую надежность сварного шва.
Оборудование для сварки предварительно сформованных трубных заготовок характеризуется большим разнообразием и зависит не только от типоразмера стана, но и от принятого способа сварки.[7]
Разумеется, что все технологические проблемы и энергозатраты при производстве прямошовных труб не идут ни в какое сравнение с теми усилиями, которые производитель должен затратить на производство бесшовных труб. Отсюда и главное достоинство этого вида стального проката – относительная дешевизна. Другим несомненным достоинством сварных труб является их большой диаметр, который может в 100 и более раз превышать толщину стенок. Это делает трубы более легкими, а значит и удобными при транспортировке. Кроме того, именно большой диаметр сварных труб делает их незаменимыми при строительстве магистральных трубопроводов.
Эти достоинства в условиях рыночной экономики перевешивают все минусы, но эти минусы все-таки есть.
Во-первых, сварные трубы выдерживают давление на порядок меньшее, чем бесшовные. Об этом можно судить даже по нормам ГОСТов. Если от бесшовных труб с минимальной толщиной стенок ГОСТ требует выдерживать давление в 20 мегапаскалей (то есть около 200 атмосфер), то ГОСТ-10705 предельно допустимым для сварных труб давление в 16 мегапаскалей (160 атмосфер). То есть шовные трубы на 25% менее устойчивы к таким нагрузкам.
Во - вторых, одним из главных недостатков сварных труб является вероятность разрушения сварного шва при их гибке.
В-третьих, сама технология производства сварных труб требует использования таких сортов стали, которые хорошо поддаются сварке – то есть должны изготавливаться из низколегированных углеродистых сталей, сравнительно мало устойчивых к коррозии, таких, как стали марок 17Г1с и 09Г2С.
Это обстоятельство заставляет производителей сварныхтруб использовать различные способы предотвращения коррозии, к которым относятся:
– оцинковка внутренних и внешних поверхностей (для сталей ст3 и ст20);
– покрытие внешних поверхностей гидроизоляцией;
– покрытие внешних поверхностей тепло и гидро-изоляцией.
Способность сварных труб выдерживать высокое давление жидкости дает возможность использования их для прокладки как магистральных, так и локальных коммуникаций, распределительных веток, местных технических трубопроводов.
Соответственно, правила реализации сварных труб тоже будут зависеть не только от желаний клиента, но и от параметров самих изделий. Внешний диаметр труб варьируется в пределах от 40 до 200 мм, а толщина стенок в соответствии с диаметром - до 6 мм.
Таким образом, наиболее востребованными являются стальные электросварные трубы для производства трубопроводов, а также электросварная труба ГОСТ 32388–2013, используемая для строительства металлических конструкций.
Рассмотрим возможность холодной гибкий сварных труб с раскатыванием по технологии разработанной в Южно Уральском Государственном Университете ,[6] сущность технологии гибки раскатыванием заключается в использование вращающегося раскатника заведенного в трубу с большим натягом – в каждой точке кольцевой зоны раскатывания возникает знакопеременный изгиб, при котором изгибные напряжения кратковременно достигают предела текучести, схема представлена на рисунке 3.
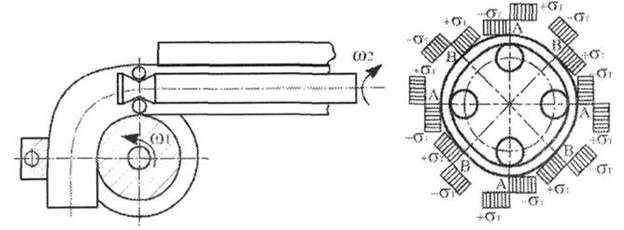
Рисунок 3. Схема напряжений, возникающих в процессе гибки
Эта технология позволяет получать гнутый трубный отвод практически любой пространственной формы, при этом обеспечивая высокое качество гиба при минимальном изменении сечения заготовки в месте гиба.
Следует отметить что при гибке труб с раскатыванием, под воздействием изгибающих усилий происходит утонение наружной стенки трубы, утолщение внутренней. [10;6]
Основными факторами, влияющими на величину изменения стенки, являются:
– изменение формы поперечного сечения трубы под воздействием усилий гибки – овальность;
– раздача диаметра трубы – увеличение диаметра трубы за счет растягивающих окружных усилий создаваемых раскаткой;
– утолщение внутренней стенки трубы, вызванное перечисленными выше факторами;
– смещение нейтрального слоя гибки, то есть слоя, в котором волокна не сжимаются и не растягиваются.
Первые экспериментальные опыты о возможности гибки трубы с раскатыванием, показали что сварной шов,нарушен не был, однако это нуждается в дальнейшем исследовании, сварной шов может находиться на внутренней, наружной и средней стенке, дальнейшая цель исследований заключается в проведении комплексных экспериментов по гибке сварных прямошовных труб, с целью изучения влияния метода холодной раскатки на сварной шов в разных его положениях, результат приведен рисунок 3. Характеристики образца приведены в таблице 1.
Таблица 1.
Характеристики образца
|
Характеристики |
Материал |
Диаметр, мм |
Толщина стенки трубы, мм |
Овальность трубы, мм |
Радиус гиба, мм |
|
ГОСТ |
10705-80 Сварная-прямошовная |
42 мм. |
2 мм. |
0.1 мм. |
80 мм. |
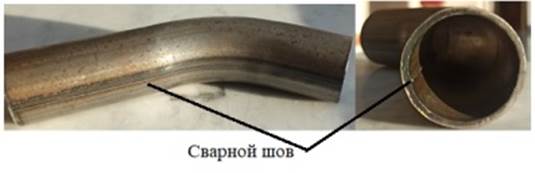
Рисунок 3. Сварной шов
ЗАКЛЮЧЕНИЕ
Были проанализированы методы изготовления сварных прямошовных труб и область их применения. Рассмотрена возможность холодной гибки таких труб с раскатыванием по технологии разработанной в Южно Уральском государственном Университете. Намечены перспективы дальнейших исследований.
