УПРОЧНЕНИЕ НАКАТЫВАНИЕМ РОЛИКАМИ ПОДСТУПИЧНОЙ ЧАСТИ ОСИ
Журнал: Научный журнал «Студенческий форум» выпуск №38(305)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №38(305)
УПРОЧНЕНИЕ НАКАТЫВАНИЕМ РОЛИКАМИ ПОДСТУПИЧНОЙ ЧАСТИ ОСИ
Аннотация. В статье рассмотрены методы упрочнения колесных пар грузовых вагонов и технические средства, используемые для механизации рабочего процесса.
Ключевые слова: упрочнение накатыванием, подступичная часть, твердость поверхности.
Железнодорожный транспорт один из значимых видов транспорта, который перевозит большие объемы грузов. Узлы и детали подвижного состава должны соответствовать требованиям безопасности, поэтому основная техническая задача состоит в том, чтобы эффективно производить обслуживание и ремонт. В этом помогают средства механизации, которые постоянно совершенствуются.
Колесная пара подвижного состава — это важная часть, которая должна регулярно осматриваться и проверятся ультразвуковой и вибродиагностикой. Неразрушающий контроль позволяет эффективно оценить состояние металла. От качества контроля зависит дальнейшая эксплуатация, которая не должна повлечь аварийные ситуации и порчу деталей. Не подлежащие восстановлению детали в последствии несут крупные материальные потери.
Были рассмотрены виды контроля, а также произведен анализ контроля увеличения твердости накатанной поверхности и глубины слоя металла с повышенной твердостью. Приведены эталонные геометрические размеры.
Для упрочнения накатыванием роликами осей используются специальные накатные или универсальные станки, имеющие приспособления для двух роликов, нагружение которых производится с помощью пневматических или гидравлических систем.
Для обеспечения требуемого качества упрочнения накатыванием роликами подступичных частей осей при их производстве и ремонте производятся следующие виды контроля:
- постоянный;
- периодический;
- неразрушающий (магнитопорошковый метод).
При постоянном контроле качества упрочнения опорными частями осей качения оцениваются геометрические параметры осей и состояние их поверхности до и после упрочнения качением.
Во избежание дополнительного наклепа последние 2-3мм поверхности шлифа следует снимать механической обработкой с небольшой глубиной резания и небольшой подачей резца.
Увеличение твердости поверхности оси D(%) в результате упрочнения накатыванием роликами определяется по формуле:
 (1)
(1)
где:
Нпов – наибольшее значение твердости, определенное в поверхностном слое оси;
Носн – исходное значение твердости неупрочненного накаткой металла, определенное на одной из перпендикулярных к поверхности оси сторон на глубине 15-20 мм.
Рассмотрим статистику отцепок подвижного состава в пути следования из-за неисправности колесных пар на диаграмме рисунка 1.
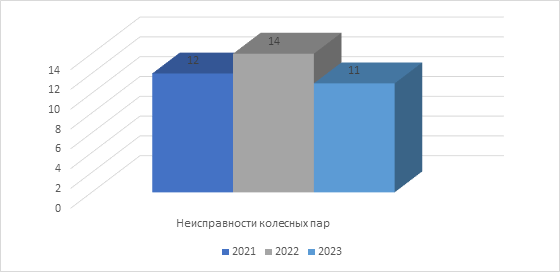
Рисунок 1. Неисправности колесных пар в пути следования
Статистика на схеме показывает, что упрочнение и контроль, которые проводятся в наше время эффективны. Каждый год количество отцеплений снижается. Новые установки для неразрушающего контроля показывают результаты с самыми минимальными погрешностями.
В дальнейшем существует перспектива производить замеры и контроль без погрешностей вплоть до 0,001 мкм. Любой дефект металла, даже еще не видимый ультразвуковому контролю или магнитопорошковому, развивается и растет в масштабах, а перспектива убрать погрешности говорит о своевременной замене деталей и надежной эксплуатации вагонов.
