Структурное улучшение гидравлической системы
Журнал: Научный журнал «Студенческий форум» выпуск №25(46)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №25(46)
Структурное улучшение гидравлической системы
1. ВВЕДЕНИЕ
Структурный анализ машины для гильотинной резки с коленчатым валом использован с применением метода конечных элементов для изучения характеристик вибрации для верхних, нижних пластин и несущих пластину [1]. Аналитическая модель деформации пресса с использованием теории изгиба балок Тимошенко [2] приводит к оптимизации формы, размеров и начальной деформации машины для минимизации ошибки обработки [3]. Было разработано модульное моделирование станка для сокращения продолжительности подготовки модели к анализу и предварительно созданная сетка. Все еще полное моделирование в отношении виртуального машинного инструмента остается проблемой [4].

Рисунок 1. Основные элементы гидравлической гильотины
В этой статье рассматриваются структурные модификации конкретного промышленного гидравлического гильотинного станка. Типичная машина состоит из основания, включая стол, на котором закреплена нижняя лезвия, вращающаяся гильотина, на которой закреплена верхний режущий инструмент, два гидравлических цилиндра, работающих на гильотине с обеих сторон, и шарниры между основанием и гильотиной, см. Рис.1. Толщина заготовки 6 мм, угол резания станка 1,40, длину резания 3100 мм, максимальное гидравлическое давление 255 бар, мощность 11 кВт, габариты 3820 X 3835 X 1820 мм и вес 7 тонн.
Первая цель заключается в уменьшении увеличения зазора в результате горизонтального смещения обоих лезвий, которое изменяется во время процесса реза. Согласно промышленной практике, горизонтальная деформация должна составлять до 20% от номинального зазора лезвий, который устанавливается оператором машины на 3-10% толщины листа. Слишком большой зазор вызывает разрыв металла вместо реза.
Вторая цель заключается в уменьшении деформации в следствии воздействия крутящего момента на гильотину, что является следствием неспособности гидравлической системы непрерывно, независимо и быстро довести поток до гидравлических цилиндров в соответствии с перемещением точки резания вдоль стола. Это требует, чтобы гильотина была сформирована в относительно тяжелую оболочку.
2. МОДЕЛИРОВАНИЕ МАШИННОГО ИНСТРУМЕНТА
Станок состоит из 63 деталей, которые были смоделированы на пакете CAD-CAE SolidWorks. Они были собраны в виде четырех типов блоков, а именно: основание машины, гильотина, плунжер и шарнир, а их функциональность была обеспечена с помощью 38 контактов. Барабаны и шарниры считались слишком сложными, чтобы их можно было сохранить в качестве детальных моделей, поэтому их заменили соответствующими нагрузками, которые были рассчитаны аналитически, как в разделе 3. Таким образом, гильотина и основание машины выполнялись как отдельные модели, см. Рис. 0,2.
Средний элемент сетки составлял 32 мм для гильотины и 36 мм для основания машины. Допуск 1,6 мм для гильотины и 1,8 мм для основания машины.

Рисунок 2. (a) Секционной узел машины (b) Деформированное основание
3. МОДЕЛИРОВАНИЕ НАГРУЗКИ
Компонент вертикальной поперечной силы задается как:
Fv = σv t2 / 2tanα (1)
Где: σv = 2,45-3,15 HB, t: толщина листа, α: угол сдвига
Отношение горизонтального (Fh) к вертикальному (Fv) коэффициента реза равно 1/3 теоретически, но до 1/5 практически. В рассматриваемом случае рассматривалась предельная сила, соответствующая t = 6 мм, α = 1,4 o, HB = 1540 Н / мм2, в результате чего Fv = 291,659
N и Fh = 97,220 Ν.
Эта нагрузка рассчитана на 13 отдельных треугольных поверхностях - положения вдоль лезвия на расстоянии x от левого края, см. Фиг.3, что позволяет имитировать «движение» резания в процессе.

Рисунок 3. Свободная диаграмма тела вращающейся гильотины
Тривиальная сила и момент равновесия дают шарнирные реакции Ax, Ay, Bx, В зависимости от Fv, Fh, FРAM и x, см. Рисунок 3. Учитывая, что компонент вертикальной силы приводится к моменту, равному распределению между двумя опорами, Сила Рамы должна быть способна создать противоположный момент для достижения равновесия. В случае с предельной силой это дает FRAM = 548,562 N. Обратите внимание, что максимальное усилие разгона составляет 659,208 Н.
4. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
4.1. Деформация гильотинная
Первоначальная конфигурация гильотины дает смещение более 120 мкм, см. Рис.4. Два варианта были рассчитаны на дополнительный вес 71 и 32 кг, см. Рис. 5, с двумя армирующими ребрами толщиной 15 мм и толстым горизонтальным лонжероном толщиной 2 мм. Таким образом, максимальное смещение уменьшилось до 32 мкм и 166 мкм соответственно, см. Рисунок 4.

Рисунок 4. Смещение верхней лопатки (деформация гильотины)
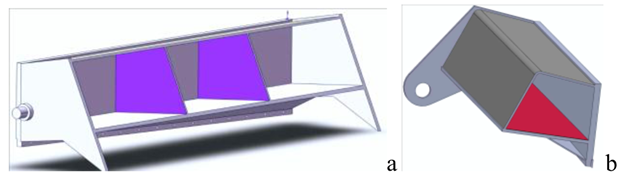
Рисунок 5. Варианты гильотины (a) ребра жесткости (b) увеличение толщины лонжерона
4.2. Базовая деформация
Начальная конфигурация основания дает высокое смещение лезвий, достигающее 322 мкм, см. Рисунок 6. Диаграмма деформации показана на рисунке 2 (b). Деформация вращающейся гильотины аналогична деформации основания из-за того, что их активные формы похожи, см. Рис. 2 (а). Были опробованы два варианта основания с двумя усиленными ребрами толщиной 15 мм и более толстым передним столом толщиной 5 мм, см. Рисунок 7. Смещение было уменьшено до 155 мкм для первого варианта и 304 мкм для второго варианта при дополнительной массе 74 кг и 50 кг соответственно.
4.3 Крутящий момент гильотины
Первоначальная конфигурация основана на закрытой оболочке и обеспечивает максимальное вертикальное смещение 2043 мкм. Вариант, использующий оболочку толщиной 15 мм вокруг полного профиля, см. Фиг.8, снижает смещение до 945 мкм при дополнительном весе 721 кг, но препятствует проникновению внутрь этой оболочки. Вскоре стало очевидно, что, изменяя существующую конструкцию без значительного увеличения веса, торсионная деформация не может быть существенно снижена.
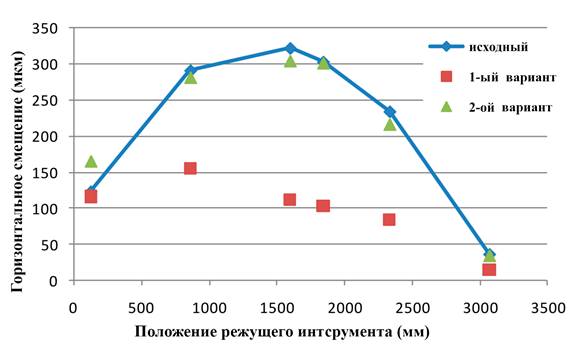
Рисунок 6. Нижнее смещение лопатки (деформация основания)

Рисунок 7. Варианты базового станка (a) ребра жесткости (b) толстый лист стола
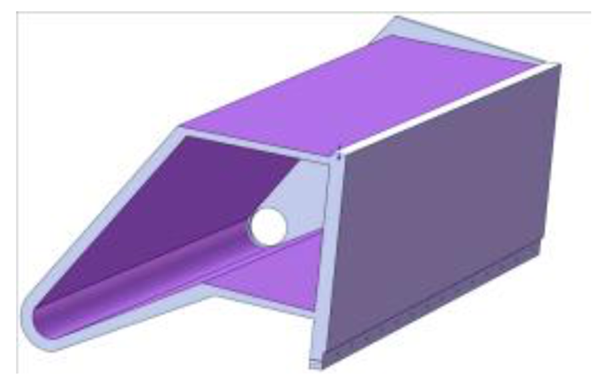
Рисунок 8. Вариант гильотины
5. ВЫВОД
Горизонтальное смещение между лезвиями в исходной конфигурации достигает 567 мкм для толщины листового металла 6 мм, что за пределами диапазона 120 мкм. Первые эксперименты показывают усиление ребер, чтобы уменьшить смещение до более допустимого 187 мкм при незначительном дополнительном весе и стоимости. .
Увеличение толщины листа оказывает гораздо меньшее влияние, достигая смещения 467 мкм. Исходные экспериментальные данные касательно деформации, образованной вследствие воздействия крутящего момента на гильотины полученные путем модифицирования конструкции, не были успешными, указывая на фундаментальный недостаток гидравлической циркуляции жидкости в быстро протекающем регулировании потока в каждом цилиндре.
