Ыстық илемдеу орнағындағы қолданыстағы біліктерді ерітіп дәнекерлеу технологиясы
Журнал: Научный журнал «Студенческий форум» выпуск №30(51)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №30(51)
Ыстық илемдеу орнағындағы қолданыстағы біліктерді ерітіп дәнекерлеу технологиясы
Қолданыстағы біліктер - металлургиялық зауыттардың құрамындағы негізгі технологиялық құралы болып саналады. Біліктердін сенімділігі мен сапалығынан, жұмыс бетінің тозу төзімділігінен, жөндеу жұмыстарының мерзімінің аз болуынан илемдеу цехтарының технокалық және экономикалық көрсеткіштері және бірінші кезекте, илемдеу орнағының жұмысы мен дайын прокаттың сапасы , ал оларға оның өндіріс құны байланысты болады.
Көбінесе біліктердін жұмыс беті циклдық механикалық және жылулық әсеріне ұшырайды. Біліктердін эксплуатациясына байланысты олардың жұмыс бетінде металдың жабысуы, біркелкі емес тозуы және жарықтардын пайда болуы байқалады [1,с. 496].
Жалпы илемдеу біліктері көбінесе болат пен шойыннан жасалынады. Ыстық илеу біліктерінің ерітіп дәнекерлеудін ең кең таралған түрі эвтектоитды және протеэктоидты болаттарынан жасалған, 45, 50, 55. 50Х, 50ХН, 55Х, 55ХН, 60ХН, 9ХФ маркалы болаттарды доғалы ерітіп дәнекерлеу болып табылады. Жоғары көміртекті эеутектоидті болаттарды (120Х, 150ХНМ) ерітіп дәнекерлеу түрі қиындығына байланысты аз тараған және қолданыста сирек кездеседі. Аз тараған себебі, оларды ерітіп дәнекерлеу алдында қыздыру және дәнекерлеу соныңда суутудың арнайы режимдардын қолдануына байланысты.
Қолданыстағы біліктерді орнағынан ауыстыру немесе басқа білікке айырбасталуы илемдеу цехтарының ұзақ уақытқа тоқтауына себеп болады және де ауыстырылудан кейін көп уақыт оның бастапқы параметрлерінін қалпына келтіруіне кетеді. Бұрынғы кездерде біліктерді диаметрді азайтып, оны өзінің диаметрінін 90 пайызына дейін ұштап қолданатын. Егер де оның диаметрі уақыт өтегелі азайса, онда оны қолданыстан алып тастайды. Диаметрдін азайтылу бойынша ұштау біліктін диаметрінің кішіреуіне ғана емес, илемдеу процесінің ұзақтылығына және жылдамдығына, ал ол дайын илемделген материалдын сапасына әсер етеді [2, с. 56].
Тозған біліктерді қалпына келтіру және олардың төзімділігін арттыру мақсатында ерітіп дәнекерлеу қазіргі заманда Қазақстанның және ТМД елдерінің металлургиялық кәсіпорындарында көбісінде қолданылады. Механикаландырылған ерітіп дәнекерлеудін заманауи әдістерінің көмегімен механикалық жүктемелерге төзімді және беткі қабатының төзімділігін қамтамасыз ететін, жеткілікті тұтқыр және күшті өзегі бар білікті жасауға болады. Жалпы ерітіп дәнекерлеу біліктердін беріктігін арттырады, олардың тұтынылуын және шығынын азайтады, илемдеудін сапалығын жақсарту себебіне байланысты прокаттың өнімділігін арттырады. Біліктін компьютерлік бейнесі 1-суретте көрсетілген.
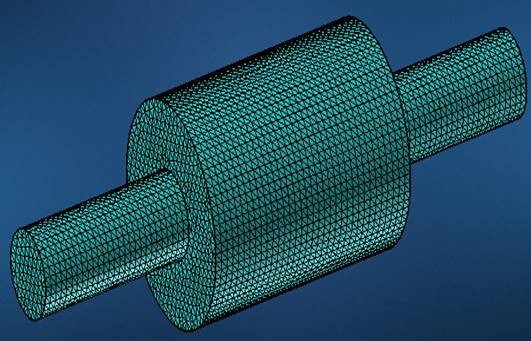
Сурет 1. Илемдеу білігінің компьютерлік бейнесі
Ыстық илемдеу орнағындағы қолданыстағы біліктерді ерітіп дәнекерлеу үшін көбінесе, кей жағдайларда ақталмасада, ПП-Нп-35В9ХЗСФ дәнекерлеу сымын қолданады. Оның құрамында 10 пайызға жуық дефицитті вольфрам болады. Бұл сыммен ерітіп дәнекерленген жұмыс беттері жоғары температураларды абразивті тозуға жоғары төзімділігімен , алайда термиялық төзімділігі жоғары болмағандықтан, бұл сыммен ерітіп дәнекерленген біліктер жарықтардын пайда болуынан істен шығады [3, с. 271].
Қолданыстағы біліктер жұмыс барысында үлкен қысымдарға, кернеулерге және жылудын ауысымдылығына ие. Оның себебі илемденетін металлдын температурасының жоғары болуы. Ерітіп дәнекерленген біліктін беткі қабаттары ыстыққа және термиялық әсерлерге төзімді болуы қажет, сонымен қатар беріктігі де төмен болмауы тиіс.
Вольфрам материалдын қаттылығын арттырады, бірақ айтарлықтай темпаратура өткізгіштігі мен жылу өткізгіштігін азайтады. Сондықтан, вольфрамның құрамының жоғарылауымен карбидтердегі вольфрамды байланыстыру үшін көміртегіні (жоғарыда көрсетілгендей) арттыру қажет.
Әдетте, ыстық илемдеу біліктері хромның және никель қорытпаларынан жасалған. Бүгінде, көбінесе, ыстық илемдеуге арналған біліктер композициялық болып табылады. Композициялық біліктердін құрамында икемді темір немесе болат сияқты қолайлы механикалық қасиеттері бар және ыстық илеу кезінде жеткілікті ыстық қаттылығын және жеткілікті тозуға төзімділігін қамтамасыз ететін қасиеттермен ерекшелінеді.
Біліктін мерзімінен бұрын істен шығуының басты себебі – беттік қабаттын зақымдалуы. Илемдеу жұмысы барысында біліктер иленетін металдың және орнақ жағынан әр түрлі жағымсыз әсерлерге ұшырайды, бұл тозуды және күрделі механикалық кернеулерді тудырады. 2 суретте дәнекерлеу процессі соңында кернеу көрсетілген. Біліктердін тұрақтылығына, біліктін тозуға төзімділігі мен беріктігі, орнақтын жұмыс ұзақтығы, салқындатудың тиімділігі мен біркелкілігі, роликтердің түсірілуінің тегістігі айтарлықтай әсер етеді.

Сурет 2. Ерітіп дәнекерлеу кезіндегі кернеу
Біліктін элементтеріне әртүрлі күштер әсер етеді: бұралу кернеулері, мойын бұралуы және иілуі, металдың тік қысымы және бүйірлік қысымдардан иілу кернеулеріне әсер етуінен бұралу және бұралу кернеулеріне ұшырайды. Сонымен қатар, деформация аймағындағы ыстық металмен байланыста болған білік, жоғары температуралы абразивті тозуға ұшырайды. Ыстық металлдың жоғары қысымына байланысты контакт аймағындағы біліктін жылу тозуы орын алып, микро-көлемдердегі сүргілеу беттерін дәнекерлеуге, содан кейін орамдағы бөшкелердің беткі бөлшектерін бөлуге әкеледі; термиялық тозуды арттыратын байланыс алаңдарынан жылуды кетіруге кедергі келтіретін беткі қабаттың жарылуы болады. Осылайша, ыстықтай илемдеу біліктерінің тозуының негізгі түрлері жылу, тотығу, үйкеліс және абразивті шаршау , сондай-ақ жұмыс кезінде циклді қыздыру мен салқындату нәтижесінде біліктін бетінде қалыптасқан төменгі деңгейлі жарықшақтар.
Ыстық илемдеу біліктерінің ерітіп дәнекерлеудін қолданылатын технологияларды зерттеген кезде, келесідей тұжырымдар жасалды. Ыстық илемдеу біліктерін ерітіп дәнекерлеу алдында алдын ала қыздыру бұл міндетті операция. Себебі, көміртегінің құрамдық үлесі көп болғандықтан, оның дәнекерлегіштігі төмен. Білікті дәнекерлеу үшін көбінесе 3,6 мм және одан үлкен диаметрлі сымдарды қолданады. Дәнекерлеу тогының күші 400 А-ден кем болмайды және 580 А-ден аспайды, ал доғаның кернеуі 32 В-тан төмен болмайтыны анықталды. Бірақ та әрбір технологияда токтын тығыздығы не көрсетілмейді немесе есептеусіз оңтайлы мәнін алады [4, с. 14].
Барлық технологияларда алдын ала қыздыру бар. Барлық ерітіп дәнекерлеу процесі алдында жону жұмыстары болады.
Тәжірибе жүзінде біліктерді 380 температурадан төмен қыздыру болашақта ыстық жарықшақтардын пайда болуына соқтырады. Керісінше білік температурасын алдын ала
температурадан төмен қыздыру болашақта ыстық жарықшақтардын пайда болуына соқтырады. Керісінше білік температурасын алдын ала  -тан жоғары кыздыру біліктін жұмыс бетінің үгітілуіне әкеледі .
-тан жоғары кыздыру біліктін жұмыс бетінің үгітілуіне әкеледі .
Алдын ала қыздыру жылдамдығының 50oC/ч төмен болуы, процестін ұзақ болуына және білік бөшкесінің артық қызып кетуіне әкеледі. Керісінше алдын ала қыздырудын 80oC/ч артық болуы термиялық кернеудін өсуіне әкеліп, ыстық жарықшақтардын пайда болуына соқтырады.
