Статья:




Система поддержки принятия решений при обосновании режимов лазерного упрочнения стальных изделий
Конференция: LIII Студенческая международная научно-практическая конференция «Молодежный научный форум»
Секция: Технические науки
Выходные данные
Баташова А.М. Система поддержки принятия решений при обосновании режимов лазерного упрочнения стальных изделий // Молодежный научный форум: электр. сб. ст. по мат. LIII междунар. студ. науч.-практ. конф. № 23(53). URL: https://nauchforum.ru/archive/MNF_interdisciplinarity/23(53).pdf (дата обращения: 29.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

LIII Студенческая международная научно-практическая конференция «Молодежный научный форум»
Система поддержки принятия решений при обосновании режимов лазерного упрочнения стальных изделий
Баташова Анна Михайловна
студент, Владимирский государственный университет, РФ, г. Владимир
Кирилина Анастасия Николаевна
научный руководитель, канд. техн. наук, доцент, Владимирский государственный университет, РФ, г. Владимир
На кафедре Автоматизации технологических процессов за десятилетия работы в области лазерных технологий накоплен огромный опыт, который требует обобщения и систематизации, особенно это актуально для решения вопросов связанных с термоупрочнением. Лазерное термоупрочнение (ЛТУ) процесс, очень востребованный в машиностроении, он позволяет существенно повысить срок службы деталей, твердость, износостойкость и т.п., поэтому ЛТУ особенно широко изучен специалистами кафедры, благодаря выполняемым хоздоговорным и госбюджетным научно-исследовательским работам. Создание СППР позволит повысить качество термообработки и эффектность управления процессом в целом [2].
Для создания СППР, в рамках выполнения выпускной квалификационной работы магистранта, необходимо было решить ряд научно-исследовательских задач: провести информационные исследования, изучить процесс лазерного термоупрочнения, провести практические эксперименты или вычислительные эксперименты с применением математического моделирования, разработать структуру и состав СППР по лазерному упрочнению.
Проведенный информационный обзор показал, что задача создания СППР для технологических процессов очень актуальна, это современное направление повышения эффективности АСУ ТП является очень востребованным, и в данном направлении ведутся активные исследования и разработки [1, 3]. Также был изучен процесс ЛТУ: его теплофизические показатели, фазово-структурные превращения в сталях при воздействии лазерного излучения, параметры управления, а проведенное моделирование в среде MathCAD, для сталей 40Х13, 4Х5МФС, 20ХМЛ, 33ХС, 30Х, позволило определить режимы управления параметрами процесса ЛТУ. Результаты проведенного моделирования являются данными для создаваемой СППР, и будут использованы в информационно-справочной системе, которая является одним из ее элементов.
Начало работы системы связано с формулировкой запроса и задания исходных паромеров, к которым относятся: мощность лазерного излучения; форма лазерного пучка; если используется сканатор, то необходимо ввести данные о законе колебаний и относительной амплитуде; марка стали и ее исходное состояние; необходимо указать тип поглощающего покрытия; глубину закалки, которая требуется заказчику и т.п.
Обобщенная структура и состав СППР по ЛТУ представлена на рисунке:
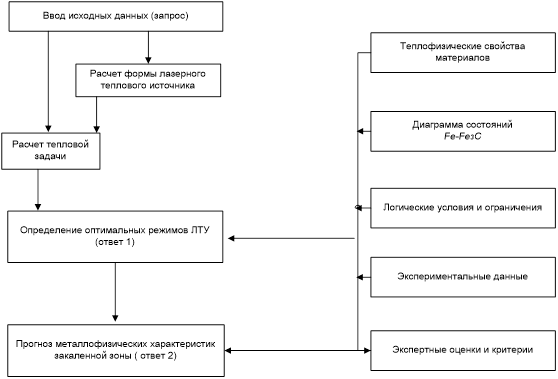
Рисунок 1. Структура и состав СППР по ЛТУ
Далее, согласно алгоритму, происходит обработка данных: анализ поступившей информации, решение уравнений теплопроводности, экспертный анализ на основе вложенных в системе базы экспериментальных данных и базы моделей. Итогом работы системы, станет конкретная рекомендация о режиме обработки (радиус лазерного пучка на детали; скорость перемещения пучка по детали; частоту сканирования и т.п.).
В заключении можно сказать, что СППР становятся новыми мощными средствами, помогающими технологам и инженерам в разрешении технологических проблем управления. Подобные системы помогают сократить время подготовительной работы при отладке технологического процесса и помогут формализовать некоторые решения. СППР сама по себе не сможет породить качественно новый вариант решения, однако такой вариант может возникнуть в процессе диалога человека с СППР. В производственных условиях такая система даст возможность выбрать оптимальные режимы обработки, позволяя существенно сократить время и затраты на предварительные технологические исследования.
Список литературы:
1. Лысенко, А.Б. Влияние технологических факторов на состав, строение и свойства зоны лазерной химико – термической обработки. / Лысенко А.Б // Физика и химия обр. материалов. – 2001. - № 2. – С. 25 – 30.
2. Григорьянц, А.Г. Технологические процессы лазерной обработки :Учеб. Пособие для вузов/ А.Г. Григорьянца. Шиганов И.Н., Мисюров А.И. – М.: изд-во МГТУ им. Н. Э. Баумана, 2006. - 664 с. ISBN 5-7038-2701-9
3. Майоров, В.С. Система поддержки принятия решений для задачи выбора оптимальных режимов лазерной закалки. / Майоров В.С. // Физика и химия обр. материалов. – 2001. - № 2. – С. 91 – 94.
