Статья:




Отжиг стали 08Ю для использования в автомобилестроении
Секция: Технические науки
Выходные данные
Арасланов Г.М., Бородин Д.В., Шуров А.Е. Отжиг стали 08Ю для использования в автомобилестроении // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. III междунар. студ. науч.-практ. конф. № 3(3). URL: https://nauchforum.ru/archive/SNF_tech/3(3).pdf (дата обращения: 28.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 29 голосов
Мне нравится29
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

III Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Отжиг стали 08Ю для использования в автомобилестроении
Арасланов Георгий Михайлович
студент Липецкого государственного технического университета, РФ, г. Липецк
Бородин Дмитрий Вячеславович
студент Липецкого государственного технического университета, РФ, г. Липецк
Шуров Алексей Евгеньевич
студент Липецкого государственного технического университета, РФ, г. Липецк
Торопцева Елена Львовна
научный руководитель, канд. техн. наук, доцент Липецкого государственного технического университета, РФ, г. Липецк
Косинова Ольга Анатольевна
научный руководитель, старший преподаватель Липецкого государственного технического университета, РФ, г. Липецк
Annealing of steel 08YU for use in the automotive industry
Автомобильная промышленность – одна из основных потребителей тонкого, особенно холоднокатаного листа. Вместе с ростом потребления листового проката повышаются и требования автомобилестроителей к качеству этого вида продукции.
Существенной составной частью в улучшении механических и технологических свойств в производственном процессе изготовления полосовой стали является термическая обработка. Большое значение для повышения качества автолистовой стали имеет рекристаллизационный отжиг, назначение этой операции – восстановление пластичности стали после холодной деформации.
Термическая обработка холоднокатаного листа регулирует конечную структуру и свойства стали с целью ее разупрочнения и обеспечения наилучшей штампуемости. Рекристаллизация [1, c. 78] вызывает рост деформированных зерен, снятие наклепа и внутренних напряжений.
Удовлетворение постоянно растущего спроса на автомобильный металл высокого качества достигается изготовлением его на современном оборудовании по современной технологии.
В данной работе рассматривается технология термообработки автолистовых сталей марок.
Химический состав стали весьма влияет на механические свойства холоднокатаных полос.
Углерод – оказывает упрочняющее воздействие на сталь, поэтому его содержание стараются снизить до 0,07 %. Вредное влияние на штампуемость оказывает углерод в виде включений структурно-свободного цементита, который в местах грубых скоплений является причиной разрыва металла при штамповке.
Азот снижает пластичность и вытяжные свойства, образуя неметаллические включения (нитриды). (0,007 %).
Марганец увеличивает прочность стали, но вводится из-за необходимости связывания серы.(0,2‒0,3 %).
Фосфор и сера являются вредными примесями и их содержание должно быть сведено к минимуму. Фосфор повышает прочность и вызывает охрупчивание, снижает пластичность и способность металла к вытяжке. Сернистые соединения в виде крупных включений снижают способность стали к глубокой вытяжке (Р 0,02‒0,03 %, S 0,025‒0,035 %).
Кремний увеличивает жесткость листа при штамповке, поэтому в листах для глубокой вытяжки содержание кремния должно быть не более 0,04 %.
Необходимо также ограничить количество меди до 0,06 % для получения благоприятной структуры феррита в виде вытянутых зерен и мелких изолированных сфероидизированных глобулей цементита в холоднокатаной тонколистовой стали после отжига в колпаковых печах.
Алюминий, являясь поверхностно-активным элементом, снижает поверхностное натяжение на границах ферритных зерен; при рекристаллизационном отжиге холоднокатаных полос способствует образованию ферритных зерен «оладьеобразной» формы, повышает способность стали к глубокой вытяжке. Алюминий в минимальной мере упрочняет сталь.(0,03‒0,04 %).
Светлый рекристаллизационный отжиг необходимая операция для получения автомобильного листа с требуемыми механическими свойствами (снимает напряжения, возникшие после холодной прокатки, восстанавливает пластичность деформированного материала), определенной величиной зерна.
Режим термообработки сталей в колпаковых печах производится по следующей схеме (рисунок 1).
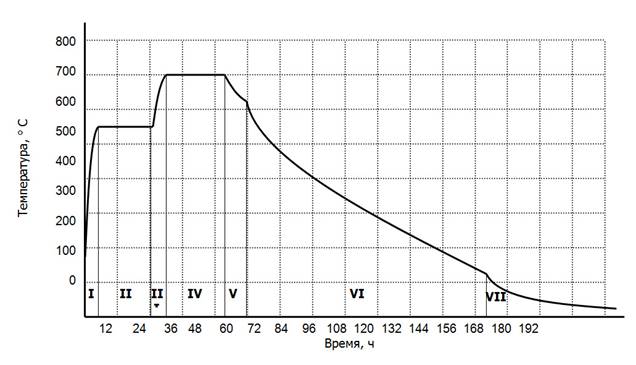
Рисунок 1. График термической обработки стали 08Ю в колпаковой печи
Нагрев до температуры 710 °С, выдержка при этой температуре, далее идет охлаждение рулонов, после смены нагревательного колпака на охлаждающий колпак, который обеспечивает ускоренное охлаждение отожженной садки посредством применения комбинированного воздушно-водяного охлаждения. Сначала идет охлаждение воздухом, а при достижении температуры подмуфельного пространства 280 °С начинается охлаждение муфеля водой (время охлаждения до 70 °C ‒ 17 ч. Затем рулоны охлаждаются на стендах принудительного охлаждения от 70 °C до 40 °C.
Колпаковые печи, в которых прокат из низкоуглеродистой стали подвергается рекристаллизационному отжигу, проявили себя идеальными установками при обработке таких сталей. Колпаковые печи дают оптимальное соотношение между ценой и производительностью, между качеством термообработки сталей и надежностью печей.
Режим термообработки при непрерывном отжиге автолистовой стали производится по следующей схеме (рисунок 2).
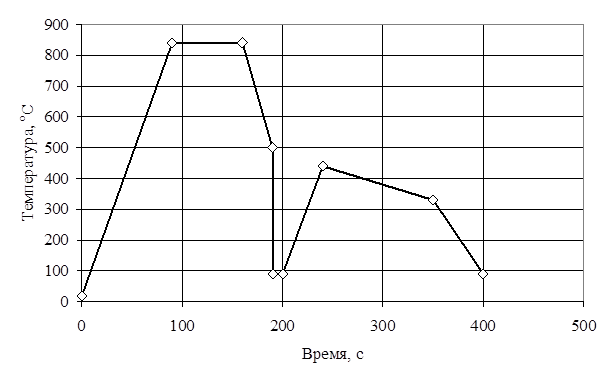
Рисунок 2. График термической обработки стали 08Ю при отжиге в агрегате непрерывного отжига
В зависимости от типоразмеров полосы, скорости ее перемещения, а также режима термообработки она нагревается в камере нагрева до температуры 700−850 °С, затем при этой температуре проходит выдержку в секции выдержки. В секции газоструйного охлаждения полоса охлаждается до температуры 630−500 °С. Остывшая полоса вторично нагревается в секции повторного нагрева до температуры 400−500 °С. Затем в секции перестаривания постепенно охлаждается до температуры 280−250 °С и, поступив в секцию ускоренного охлаждения, охлаждается до температуры, при которой исключено окисление поверхности полосы на воздухе (ниже 100 °С).
В секции воздушного охлаждения полоса охлаждается до температуры на 5−7 °С выше температуры воздуха в отделении, но не выше 40 °С.
При отжиге стали, кроме рекристаллизации феррита, может протекать процесс коагуляции и сфероидизации цементита, в результате которого повышается пластичность стали и облегчается обработка давлением.
Термическая обработка холоднокатаного проката – отжиг в колпаковых печах или в протяжных печах агрегата непрерывного отжига (АНО) полностью снимает наклеп, созданный при пластической деформации; металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения.
Изменение микроструктуры стали 08Ю приведено на рисунке 3.
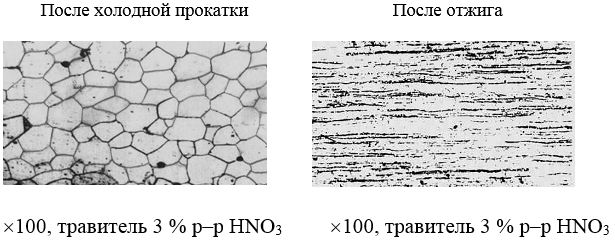
Рисунок 3. Изменение микроструктуры стали 08Ю термической обработкой
Процессы, связанные с диффузией и перераспределением углерода между фазами при термообработке сталей, определяют свойства стали [2, c. 17]. Проведение термической обработки стали 08Ю приводит к улучшению потребительских свойств автолистовой продукции, что обеспечивает возможность выполнения перспективных требований клиентов по механическим свойствам, качеству, чистоте и микрогеометрии поверхности сталей.
Список литературы:
1. Материаловедение. Версия 1.0 [Электронный ресурс]: электрон, учеб. пособие / В.С. Биронт, ТА. Орелкина, ТН. Дроздова и др. ‒ Красноярск: ИПК СФУ, 2008. http://portal.tpu.ru/SHARED/e/EIKUPREKOVA/Students/Tab8/u_course.pdf.
2. Горбунов И.П. Металловедение специальных сталей. Липецк: ЛГТУ. 1999. С. 17.
