Статья:




Проработка вопросов повышения качества зубчатых колес
Секция: Технические науки
Выходные данные
Литвинов В.И. Проработка вопросов повышения качества зубчатых колес // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XLVI междунар. студ. науч.-практ. конф. № 6(46). URL: https://nauchforum.ru/archive/MNF_tech/6(46).pdf (дата обращения: 29.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XLVI Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
Проработка вопросов повышения качества зубчатых колес
Литвинов Виталий Игоревич
магистрант, Саратовский государственный технический университет им. Гагарина Ю.А., РФ, г. Саратов
Бочкарев Петр Юрьевич
научный руководитель, проф., Саратовский государственный технический университет им. Гагарина Ю.А., РФ, г. Саратов
Статья посвящена улучшению качества изделия «Блок зубчатых колес» и совершенствованию условий его производства. К блокам зубчатых колес (производитель Саратовский агрегатный завод АО «САЗ») предъявляются повышенные требования точности и надежности в виду важного положения, занимаемого в узлах. Были разработаны меры по повышению качества получаемых изделий. Для этих целей были произведены замена материала и модернизация установочно-зажимного приспособления.
Зубчатой передачей называется механизм, служащий для передачи вращательного движения с одного вала на другой и изменения частоты вращения посредством зубчатых колес и реек.
Зубчатые передачи представляют собой наиболее распространенный вид передач в современном машиностроении. Они очень надежны в работе, обеспечивают постоянство передаточного числа, компактны, имеют высокий КПД, просты в эксплуатации, долговечны и могут передавать любую мощность (до 36 тыс. кВт).
К недостаткам зубчатых передач следует отнести: необходимость высокой точности изготовления и монтажа, шум при работе со значительными скоростями, невозможность бесступенчатого изменения передаточного числа.
В связи с разнообразием условий эксплуатации формы элементов зубчатых зацеплений и конструкции передач весьма разнообразны.
В качестве объекта модернизации выберем блок прямых цилиндрических зубчатых колес.
Этот выбор обусловлен важным положением, занимаемым данной деталью в сборочном узле, и повышенными нагрузками, что подразумевает более тщательную проработку конструкции для повышения надежности и долговечности.
Данная деталь входит в состав переводного редуктора и является частью механизма подъема высоконагруженного узла. Крепление блока к валу происходит при помощи конических штифтов 3х16 ГОСТ 3129-70. Штифты кернятся в 2-3х точках. Смазочно-промывочными материалами являются ЛИТОЛ-24 ГОСТ 21150-87 и бензин БР-1 ГОСТ 443-76. Условия работы блока зависят от скорости двигателя и состояния зубьев как самого блока, так и сопряженных с ним колес. Контроль параметров производится в процессе изготовления до нарезания зубьев.
Изготовление зубьев осуществляется на фрезерном станке Samputensili S140 и на зубодолбежном станке 5122, в ходе которых были выявлены следующие проблемы:
1) При повышении режимов резания на зубофрезерной операции и числа двойных ходов долбяка материал блока зубчатых колес начинает крошиться, что приводит к ухудшению качества изготовления.
2) Неточности базирования могут привести к отклонению от круглости и радиальному биению, приводящему к необратимому браку изделия.
Анализ конструкции изделия позволил определить основные направления ее совершенствования:
1) Изменение материала детали (блока зубчатых колес).
2) Улучшение/модификация базирующего приспособления.
3) Разработка конструкторско-технологических мероприятий, обеспечивающих качество изготовления детали.
Блок зубчатых колес подвергается переменной нагрузке, что приводит к регулярным ударным напряжениям через неравные промежутки времени. Сталь 40Х после термообработки приобрела высокую прочность, но и хрупкость возросла пропорционально, в следствии чего существует риск нарушения целостности конструкции и зацепления. В качестве материала-заменителя стали 40Х для детали предлагается среднелегированная сталь 30ХГСА. Этот выбор основан на особенностях функционирования детали в сборочной единице и свойствами выбранной стали. Сталь 30ХГСА за счет легирующих элементов и достаточно большого содержания углерода обладает высокой прочностью в сочетании с повышенными специальными свойствами при достаточном уровне пластичности и стойкости против хрупкого разрушения.
Описание конструкции и принципа работы разрабатываемого приспособления. На предприятии данную сборочную операцию выполняют при помощи приспособления – оправки П-3, закрепленной в центрах:
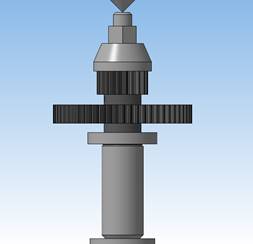
Рисунок 1. Приспособление П-3
Деталь устанавливается в оправку. Оправка наворачивается на нижний неподвижный центр, затем прижимается верхним центром, непосредственно к которому крепится поршень пневмоцилиндра. Зажим детали происходит при подаче воздуха в верхнюю полость пневмоцилиндра, при этом центр движется вниз. Разжим совершается подачей воздуха в нижнюю полость пневмоцилиндра и возвращением поршня обратно. Для контроля количества воздуха используем компрессор.
Расчёт диаметра пневмопривода. Заготовка установлена и закреплена в приспособлении. На заготовку действует окружная сила резания.
Уравнение равновесия будет иметь вид:
где: PZ = окружная сила резания
К – коэффициент запаса
fОП = 0,16...0,8 – коэффициент трения на опорах ;
fОП = 0,16...0,8 - коэффициент трения в центрах
Определяем диаметр цилиндра ![]() , распишем Q:
, распишем Q:
![]()
![]()
![]() – давление системы(0,4МПа)
– давление системы(0,4МПа)
По ГОСТ 15608-81 принимаем ближайшее стандартное значение
D = 25 мм
Расчёт слабого элемента. В качестве слабого звена принимаем шток и рассчитаем шток на сжатие. Диаметр штока d = 12 мм. Материал штока – сталь 20 ГОСТ 1050-74, ![]() = 115 Мпа. Сила на штоке Р=1000 Н.
= 115 Мпа. Сила на штоке Р=1000 Н.
Расчетный диаметр штока

Таким образом, d < dp; прочность штока удовлетворительна.
Улучшение качества изготовления детали. В базовом варианте заводского технологического процесса изготовление зубчатого венца исследуемой детали происходит на станке HAMAI-120 за 2 операции: зубофрезерование и зубошевингование. Это приводит к неминуемым погрешностям, возникающим из-за неоднократных установов и положений инструментов. В перспективном технологическом процессе применяется зубофрезерный станок S140. Помимо перспективной конструкции и программного обеспечения станка, на нем возможно изготовить зубчатый венец за один установ и одним инструментом без ухудшения точности детали.
Заключение. Выполненные улучшения и расчеты позволяют изготовлять более технологичные и надежные по сравнению с аналогами блоки зубчатых колес без координальной переработки производственных технологических процессов и небольшими денежными затратами на модернизацию и эксплуатацию средств технологического оснащения.
Список литературы:
1. Анурьев В. И. Справочник конструктора-машиностроителя: В 3-х томах. Том 1. / Под ред. И. Н. Жестковой. – М.: Машиностроение, 2001. – 920 с. (Дата обращения 20.01.2017).
2. ГОСТ Р 52857.4-2007. Нормы и методы расчета на прочность (Дата обращения 20.01.2017).
3. ГОСТ 1643-81 «Основные формы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски» (Дата обращения 20.01.2017).
4. ГОСТ 16531-83 «Передачи зубчатые цилиндрические. Термины, определения и обозначения» (Дата обращения 20.01.2017).
5. ГОСТ 9563-60 «Стандартные модули зубчатых колес» (Дата обращения 20.01.2017).
6. Литвин Ф.Л. Теория зубчатых зацеплений. – М., «Наука», 1968 (Дата обращения 20.01.2017).
