ПОВЫШЕНИЕ УСТОЙЧИВОСТИ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ КОМПЬЮТЕРНОГО ЗРЕНИЯ К ЗЕРКАЛЬНЫМ ОТРАЖЕНИЯМ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ
Конференция: XCVI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Приборостроение, метрология и информационноизмерительные приборы и системы

XCVI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»

ПОВЫШЕНИЕ УСТОЙЧИВОСТИ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ КОМПЬЮТЕРНОГО ЗРЕНИЯ К ЗЕРКАЛЬНЫМ ОТРАЖЕНИЯМ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ
INCREASING THE ROBUSTNESS OF COMPUTER VISION MEASUREMENT SYSTEMS AGAINST SPECULAR REFLECTIONS ON METALLIC SURFACES
Shorokhov Alexander Sergeevich
Bachelor's student 4th year, National Research University "MIET", Moscow, Zelenograd
Аннотация. В статье рассматривается проблема измерения геометрических параметров изделий из полированного металла с помощью систем компьютерного зрения. Основной сложностью является наличие зеркальных бликов (спекулярных отражений), которые приводят к разрывам контуров и ошибкам сегментации. Изучены недостатки традиционных методов борьбы с бликами, таких как нанесение матирующих спреев. Предложено использование угловой кольцевой подсветки и программных алгоритмов адаптивной обработки изображений (динамическое гауссово размытие, пороговая фильтрация градиентов и морфологические операции). Экспериментально подтверждено, что предложенная методика соответствует точности измерений ±0,28 мм без предварительной подготовки поверхности.
Abstract. The article addresses the challenge of measuring geometric parameters of polished metal products using computer vision systems. The primary difficulty is the presence of specular reflections (glare), which cause contour breaks and segmentation errors. Disadvantages of traditional anti-glare methods, such as applying matting sprays, are analyzed. A comprehensive approach is proposed that combines a hardware solution (angular positioning of ring lighting) with adaptive image processing algorithms (dynamic Gaussian blurring, gradient threshold filtering, and morphological operations). Experimental results confirm that the proposed methodology achieves a measurement accuracy of ±0.28 mm without prior surface preparation, ensuring system robustness across a wide range of lighting conditions.
Ключевые слова: компьютерное зрение; металлическая поверхность; зеркальные блики; сегментация изображений; адаптивная обработка; морфологические операции; бесконтактный контроль; OpenCV; промышленная автоматизация.
Keywords: computer vision; metallic surface; specular reflections; image segmentation; adaptive processing; morphological operations; non-contact inspection; OpenCV; industrial automation.
Внедрение систем технического зрения в процессы контроля качества машиностроительных изделий сталкивается с рядом специфических проблем при работе с объектами, имеющими высокую отражательную способность. Металлические кольца, подшипники, валы и другие детали часто имеют полированную поверхность, которая ведёт себя как зеркало. В отличие от диффузно отражающих поверхностей, такие объекты создают локальные зоны пересвета (блики), интенсивность которых может многократно превышать полезный сигнал от границ объекта. Это приводит к тому, что классические алгоритмы детекции краёв (например, оператор Кэнни или Собеля) интерпретируют границы блика как реальные геометрические края изделия, либо, наоборот, «съедают» истинный контур в зоне пересвета, делая его разорванным.
Традиционным решением данной проблемы в промышленной практике является использование матирующих спреев, создающих на поверхности тонкий слой, рассеивающий свет [1]. Однако данный подход имеет существенные недостатки: он требует дополнительных технологических операций (нанесение и последующее удаление покрытия), увеличивает время цикла контроля, вносит риск загрязнения продукции химическими реагентами и повышает эксплуатационные расходы. Для предприятий, ориентированных на высокую скорость обработки, такие методы являются неприемлемыми. Поэтому актуальной задачей является разработка алгоритмических и схемотехнических решений, позволяющих нивелировать влияние бликов программными средствами и оптимизацией освещения без физического контакта с изделием.
Оптимизация схемы освещения
Первым этапом решения проблемы является правильная организация оптической схемы. Исследования показывают, что использование фронтального освещения (когда источник света расположен соосно с оптической осью камеры) максимизирует вероятность попадания зеркального отражения непосредственно в объектив. Для минимизации этого эффекта в разработанной системе применена схема углового кольцевого освещения. Источники света располагаются под углом 10–13 градусов к плоскости измеряемого объекта. Такая геометрия обеспечивает равномерную засветку боковых граней кольца, создавая чёткий контраст между внутренним диаметром и фоном, при этом основные зеркальные блики смещаются за пределы поля зрения камеры или концентрируются в центральной части, не затрагивая критически важные участки контура. Тем не менее, даже при оптимальном расположении источников, микрошероховатости поверхности и изменение угла наклона изделия могут вызывать локальные всплески яркости, требующие программной компенсации.
Адаптивный конвейер обработки
Для устранения остаточных артефактов и обеспечения устойчивости измерений разработан специализированный алгоритмический конвейер, реализованный на базе библиотеки OpenCV (рис. 1). Ключевой особенностью подхода является отказ от фиксированных порогов обработки в пользу динамической адаптации к текущему кадру [2].
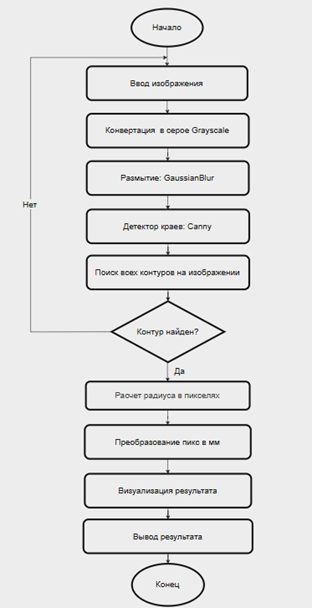
Рисунок 1. Схема реализации алгоритма с помощью OpenCV
На этапе предобработки применяется адаптивное гауссово размытие [3]. Размер ядра фильтра не является константой: система анализирует гистограмму яркости центральной области изображения. При обнаружении пикселей с интенсивностью, близкой к насыщению (более 240 единиц в 8-битном канале), что свидетельствует о наличии блика, размер ядра Гаусса автоматически увеличивается (например, с 3×3 до 7×7 пикселей). Это позволяет эффективно сгладить резкие перепады яркости в зоне блика, предотвращая их ложную интерпретацию как границ объекта, при этом сохраняя чёткость контуров в незасвеченных областях.
Следующим шагом является детекция границ с использованием алгоритма Кэнни с динамическим расчётом порогов гистерезиса [4]. Вместо жёстко заданных значений, нижний и верхний пороги вычисляются на основе медианы яркости всего изображения M (формулы 1 и 2):


Такой подход обеспечивает пропорциональное масштабирование чувствительности детектора относительно общего уровня освещённости сцены, что делает систему инвариантной к изменениям внешнего света в диапазоне от 200 до 1000 лк.
После получения бинарной карты границ применяются морфологические операции замыкания (closing) для соединения разрывов контура, вызванных остаточными шумами или слабыми участками отражения. Структурный элемент подбирается таким образом, чтобы соединить фрагменты истинного контура, но не объединить случайные артефакты. Особое внимание уделяется фильтрации полученных контуров по геометрическим признакам: площади, периметру и коэффициенту круглости  . Порог круглости также делается адаптивным и снижается при уменьшении общей яркости изображения, что позволяет избежать ложной отбраковки корректных деталей в условиях недостаточного освещения.
. Порог круглости также делается адаптивным и снижается при уменьшении общей яркости изображения, что позволяет избежать ложной отбраковки корректных деталей в условиях недостаточного освещения.
Финальным этапом является субпиксельная аппроксимация выделенного контура окружностью методом наименьших квадратов [5]. Для повышения робастности алгоритма используется взвешивание точек контура: точки, находящиеся в зонах с экстремально высоким градиентом (характерным для краёв бликов), получают пониженный вес, что минимизирует их влияние на итоговый расчёт центра и радиуса.
Аппаратно-программная конфигурация экспериментального стенда
Для верификации предложенных алгоритмов был собран экспериментальный стенд со следующими характеристиками:
Камера: Промышленная матрица Basler acA1920-155um, CMOS, глобальный затвор, разрешение 1920×1200, размер пикселя 3,45 мкм, интерфейс USB 3.0.
Объектив: Computar M2514-MP2, фокусное расстояние 25 мм, фиксированная диафрагма f/2.8, дисторсия <0,1%.
Освещение: Кольцевой LED-источник CCS LDR2-90SW, длина волны 450–650 нм, угол установки 10–13°, регулируемая яркость 0–255 ШИМ.
Вычислительный узел: Мини-ПК на базе Intel N100, ОЗУ 8 ГБ, накопитель SSD 256 ГБ, операционная система Ubuntu 22.04 LTS.
Программное обеспечение: Язык Python 3.10, библиотека компьютерного зрения OpenCV 4.8.0, математические модули NumPy 1.24, SciPy 1.10, GUI-фреймворк PyQt5 5.15.
Метрологическое обеспечение
В качестве эталонного средства измерения использовалась координатно-измерительная машина Mitutoyo Crysta-Apex S574 с погрешностью измерения длины  мкм (по ГОСТ Р 8.000-2015). Поверка оборудования выполнена в 2024 г., свидетельство о поверке № М-2024-0847. Эталонные кольца (25 шт.) из стали ШХ15 с шероховатостью поверхности
мкм (по ГОСТ Р 8.000-2015). Поверка оборудования выполнена в 2024 г., свидетельство о поверке № М-2024-0847. Эталонные кольца (25 шт.) из стали ШХ15 с шероховатостью поверхности  мкм, аттестованные с погрешностью ±0,01 мм.
мкм, аттестованные с погрешностью ±0,01 мм.
Экспериментальные результаты
Эффективность предложенного комплекса мер была оценена в ходе серии экспериментов на выборке из 25 металлических колец диаметром 10–50 мм с различной степенью полировки. Измерения проводились при варьировании освещённости от 200 до 1000 лк.
Для оценки вклада каждого компонента предложенного решения проведена серия экспериментов с четырьмя конфигурациями: (1) только угловая подсветка, (2) статические алгоритмы обработки, (3) адаптивные алгоритмы без морфологии, (4) полный комплекс предложенных мер. Результаты представлены в таблице 1.
Таблица 1.
Зависимость точности и устойчивости измерений от конфигурации системы и уровня освещённости
|
Конфигурация системы |
Освещённость, лк |
Успешность сегментации, % |
Средняя погрешность, мм |
Стандартное отклонение, мм |
Время обработки, с |
|
Только угловая подсветка |
200 |
52 |
0,51 |
0,14 |
0,18 |
|
500 |
68 |
0,43 |
0,11 |
0,18 |
|
|
1000 |
61 |
0,47 |
0,13 |
0,18 |
|
|
Статические алгоритмы |
200 |
78 |
0,48 |
0,09 |
0,29 |
|
500 |
92 |
0,39 |
0,08 |
0,29 |
|
|
1000 |
85 |
0,45 |
0,10 |
0,29 |
|
|
Адаптивные алгоритмы (без морфологии) |
200 |
94 |
0,33 |
0,08 |
0,35 |
|
500 |
100 |
0,29 |
0,07 |
0,35 |
|
|
1000 |
96 |
0,32 |
0,08 |
0,35 |
|
|
Полный комплекс (предложенный) |
200 |
100 |
0,31 |
0,07 |
0,38 |
|
500 |
100 |
0,26 |
0,06 |
0,38 |
|
|
1000 |
100 |
0,29 |
0,07 |
0,38 |
Как видно из таблицы 1, применение полного комплекса предложенных решений обеспечивает 100 % успешность сегментации во всём диапазоне освещённости 200–1000 лк, среднюю абсолютную погрешность 0,28 мм и стандартное отклонение не более 0,07 мм, что подтверждает эффективность адаптивных алгоритмов и морфологической постобработки для компенсации зеркальных отражений.
Сравнение с эталонными измерениями, выполненными на координатно-измерительной машине, подтвердило отсутствие систематических смещений, вызванных алгоритмической компенсацией бликов.
Разработанный подход к повышению устойчивости систем компьютерного зрения к зеркальным отражениям подходит для задач промышленного контроля металлических изделий. Комбинация рациональной схемотехники освещения и интеллектуальных алгоритмов адаптивной обработки изображений помогает уйти от трудоёмких и дорогостоящих процедур подготовки поверхности (матирующих спреев). Предложенное решение обеспечивает высокую точность, скорость и надёжность измерений. Дальнейшее развитие направления может быть связано с интеграцией нейросетевых методов для более тонкой классификации типов дефектов поверхности, однако для задач чистой метрологии продемонстрированный детерминированный подход остаётся оптимальным.
