Анализ процесса производства стеклобутылок
Журнал: Научный журнал «Студенческий форум» выпуск №32(125)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №32(125)
Анализ процесса производства стеклобутылок
На сегодняшний день, несмотря на современные разработки в области пищевой промышленности и попыток вытеснить с потребительского рынка изделия из стекла, объемы производства стеклотары растут с каждым годом, в связи с чем (из-за разнообразия производимых видов продукции на рынке России) спрос на отдельные изделия резко снизился. Поэтому представляется актуальной задача проведения анализа качества продукции некоторых видов изделий из стекла и определение основных факторов, которые повлияли на снижение спроса потребителей.
В ходе исследовательской работы был проведен анализ динамики продаж и претензий за период с 2017 по 2019 год стеклянных бутылок. Анализ проводился для трех видов стеклобутылки, пользующихся наибольшим спросом (ХХI-В-28-1-250, ХХI-В-28-1-500, ХХI-В-28-1-1000). Графическое представление динамики объемов продаж и числа претензий представлено на рисунках 1 и 2.
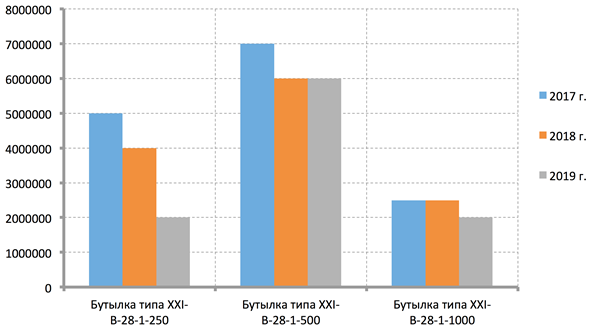
Рисунок 1. Динамика продаж стеклобутылок с 2017 по 2019 гг.
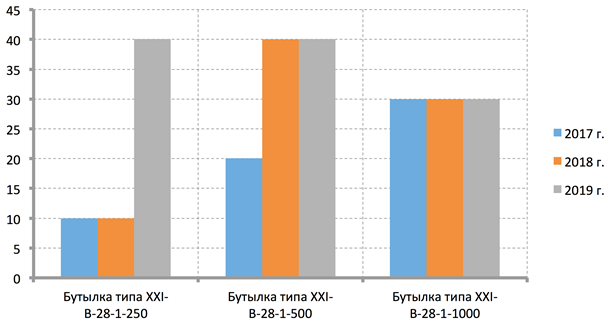
Рисунок 2. Количество претензий к качеству стеклобутылок с 2017 по 2019 гг.
На графике, приведенном на рисунке 1, наблюдается спад объема продаж за период с 2017 по 2019 годы. На графике, приведенном на рисунке 2, наблюдается рост числа претензий за период с 2017 по 2019 годы.
В ходе работы с претензиями потребителей были собраны данные, необходимые для анализа. С целью обнаружения причин, вызвавших потерю качества продукции, были использованы карты Парето (см. рис. 4-6). Согласно принципу Парето основная часть потерь качества вызвана небольшим числом дефектов, перечень которых представлен на рисунке 3.
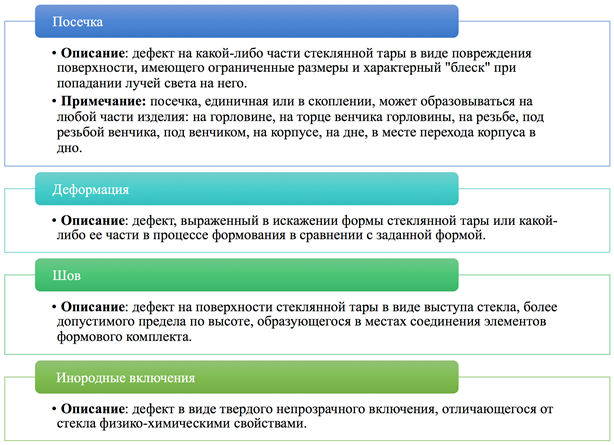
Рисунок 3. Виды дефектов стекла и изделий из него [1]
Значимость фактора определяется частотой его регистрации, наибольшая частота указывает на наиболее существенный фактор. Поэтому на диаграмме Парето высота столбцов указывает на степень влияния каждого фактора на всю проблему в целом, а кривая Парето позволяет оценить изменение результата при устранении нескольких наиболее существенных факторов.

Рисунок 4. Диаграмма Парето дефектов бутылки типа ХХI-В-28-1-250
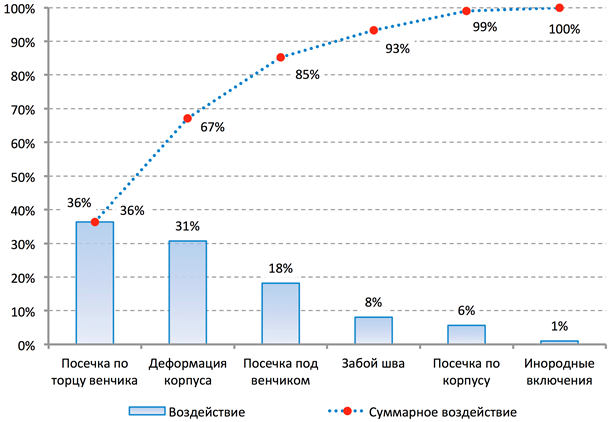
Рисунок 5. Диаграмма Парето дефектов бутылки типа ХХI-В-28-1-500
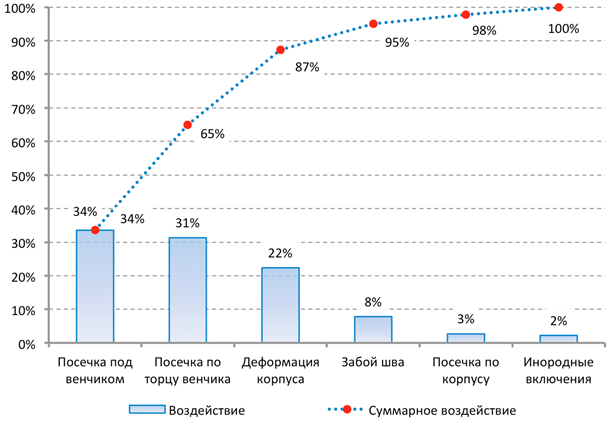
Рисунок 6. Диаграмма Парето дефектов бутылки типа ХХI-В-28-1-1000
На диаграммах Парето, приведенных на рисунках c 4 по 6 видно, что основная потеря качества продукции вызвана следующими дефектами:
- Посечка под венчиком.
- Посечка по торцу венчика.
- Деформация корпуса.
С целью повышения качества стеклотары необходимо обратить внимание производителей на данные дефекты и разработать план мероприятий по их устранению.
