О преимуществах вибропрессованного бетона перед другими технологиями
Журнал: Научный журнал «Студенческий форум» выпуск №2(138)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №2(138)
О преимуществах вибропрессованного бетона перед другими технологиями
Ключевые слова: фазовое образование, микроструктура, вибропресс, виброуплотнение.
Введение.
Современный уровень развития строительной отрасли требует применения высококачественных строительных материалов с высокими эксплуатационными характеристиками. Одним из них является бетон.
Железобетонные изделия изготавливают по различным множествам технологии. В данном исследовании рассмотрим один из самых распространенных и наиболее эффективном методе: вибропрессование. Рассмотрим разницу между остальными технологиями, виды, преимущества того или иного способа друг перед другом.
Состояние вопроса по вибропрессу.
Начало истории технологии вибропрессования идет с нужды ЖБИ из жестких бетонных смесей [1, 2]. Судя по исследованиям, проведенным в последнее время, жесткие бетонные смеси необходимы для создания высокопрочных, долговечных бетонов. Обязательно трамбование бетона в сооружениях, которое производилось ручным методом, позже механическим путем. Трамбование бетона пришло к нам в 1860 году. [3].
Применение в промышленной деятельности вибропрессованного бетона было начато в США в 1904 году, в фирме, основанной немцами, где выпускали стеновые плитки и блоки.
Плита, изготовленная вибропрессом в Западной Европе начала применяться в 30 годах ХХ века [4]. В 20-х и 30-х годах ХХ в. в строительстве, главным образом, использовались литые и подвижные бетонные смеси, на основе которых получали изделия любой конфигурации и размеров. С появлением вибрирования, которое дало возможность уплотнять менее подвижные бетонные смеси, началось применение и развитие жестких бетонных смесей [2]
В 60-е годы ХХ века в России, когда основным направлением и показателем повышения эффективности технологии производства бетонных и железобетонных изделий становится использование жестких бетонных смесей, помимо вибрирования появляются новые способы формования – вибропрокат, вибротрамбование, вибровакуумирование, вибропрессование и др.[5]. Наиболее широкое распространение получило производство мелкоштучных бетонных изделий по технологии вибропрессования.
Вибропрессование – способ уплотнения бетонной смеси путем приложения к ней вибрационных нагрузок и статического давления. Давление на смесь обеспечивается при помощи инерционных и безинерционных устройств (пружинных, пневматических, гидравлических или комбинированных пригрузов) с возможностью (на современных машинах) циклического режима наложения давления и одновременного изменения величины этого давления. Одним из основных достоинств вибропрессования является возможность немедленной распалубки свежеотформованных изделий, что значительно увеличивает производительность оборудования и снижает металлоемкость производства. Использование жестких бетонных смесей намного упрощает получение высокопрочных бетонных изделий, отличающихся повышенными характеристиками, прочности, плотности и морозостойкости. Наиболее эффективна технология вибропрессования становится в случае применения мелкозернистых бетонов с максимальной крупностью зерен заполнителя 10 мм. Этим методом формуют жесткие смеси, используя давление в диапазоне 0,05…0,4 МПа. Путем повторяющегося кратковременного вибрирования получается начальная прочность бетона при сжатии 0,15…0,45 МПа, что позволяет производить немедленную распалубку, что, в свою очередь, дает возможность увеличить коэффициент использования оборудования [6, 7]. Методом вибропрессования рекомендуется изготавливать различные бетонные и ЖБИ, имеющие плоскую открытую поверхность толщиной от 40 до 500 мм, например, плиты покрытия дорог, аэродромов, тротуаров и полов, каналов, лотки отвода дождевых вод, перегородки промышленных зданий, элементы подпорных стенок, рельефные экраны лоджий, бортовой камень, стеновые камни и блоки, кирпичи, ограждения, элементы малых архитектурных форм и т.п. Технология вибропрессования совмещает переналаживаемый и гибкий способы формования, так как при замене форм возможен выпуск широкой номенклатуры изделий. Вибропрессование объединяет в одном непрерывном процессе укладку, распределение и уплотнение смеси [6]. Вибропрессование используют для достижения прочности на сжатие и средней плотности бетона в затвердевшем состоянии, превышающих эти показатели традиционно уплотненного бетона (при одинаковых водоцементных отношениях бетонных смесей). А также, вибропрессование позволяет улучшить условия труда, уменьшить износ форм и снизить энергетические затраты на формование. Бетон и изделия, полученные вибропрессованием, ввиду низкого водоцементного отношения, отличаются повышенной плотностью, прочностью и долговечностью.
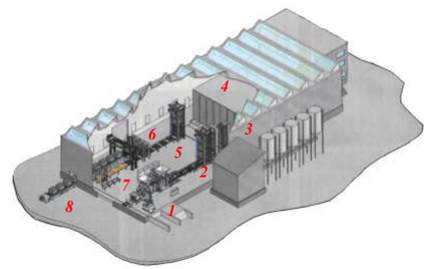
Рисунок 1. Типовая схема производства мелкоштучных изделий методом полусухого вибропрессования: 1 – бетоноформовочная машина; 2 – поднимающий штабелер; 3 – транспортно-складирующая группа; 4 – камеры набора прочности; 5 – опускающий штабелер; 6 – пакетирование продукции; 7 – возврат технологических поддонов; 8 – выдача готовой продукции на склад
Эту технологию применяют, когда необходимо получить бетонные изделия в большом объеме, с точными, многократно повторяющимися размерами и высокими физико-механическими характеристиками. Данные характеристики чаще всего относятся к дорожным бетонам.
Сноска: по литературным источникам, которые были рассмотрены нами, установлено, что в процессе твердения вибропрессованных бетонов с модификатором Murasan BWA 19 обеспечивается снижение открытой пористости и формирование плотного композита при рациональной гранулометрии зернистых компонентов, что в совокупности с разработанными режимами полусухого вибропрессования обуславливает повышение однородности структуры полифункциональной матрицы композита, прочности на сжатие в 1,5 раза, морозостойкости в 2 раза, снижение водопоглощения в 2,3, истираемости в 3 раза и, в целом, повышение долговечности плит бетонных тротуарных.
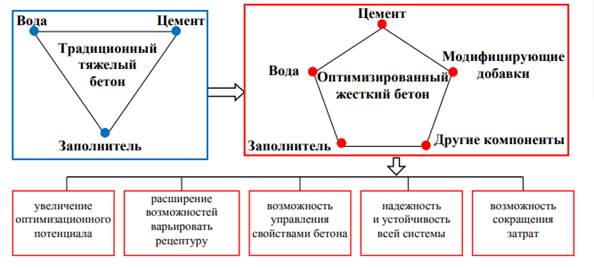
Рисунок 2. Переход от трех к пятикомпонентной системе при оптимизации жестких бетонов
О разночастотной вибрации.
Наилучшего уплотнения бетонной смеси можно добиться воздействием вибрации низкой и высокой частоты, попеременно, на мелкую и крупную фракцию заполнителя. Бетонная смесь имеет некоторый диапазон размеров, входящих в неё частиц: от нескольких микрометров для цемента, до нескольких сантиметров для крупного заполнителя. Как известно, от размера частиц зависит частота их собственных колебаний. Достигнуть наилучшего уплотнения бетонной смеси в оборудовании для производства ЖБИ колец за минимальное время возможно лишь с применением вибрационных устройств с последовательным воздействием на смесь несколькими частотами колебаний. Такая вибрация называется разночастотной.
Для смеси с более крупными частицами заполнителя необходима меньшая частота колебаний, чем для смесей с мелкими частицами. Поэтому, правильно выбрав частоту колебаний, в зависимости от крупности заполнителей, можно сократить время уплотнения бетонной смеси. Правильный выбор режима вибрационного уплотнения – основное условие быстрого и качественного уплотнения бетонной смеси, т.е. получения плотной и однородной структуры бетона с минимальным количеством пор, равномерно распределенных по всему объему.
Заключение.
Необходимо создание комплексного подхода к вопросу получения вибропресссованых бетонных изделии с полифункциональной матрицей за счет усовершенствования всех этапов проектирования и производства.
Бетон должен иметь минимально возможную пористость за счет применения модификаторов, оптимизации водоцементного отношения, соотношения между цементом и песком, гранулометрии и создания плотной упаковки в бетонной смеси, совершенствования и управления технологией изготовления изделий. Необходимо в процессе твердения и при последующем хранении бетонных изделий соблюдать температурно-влажностный режим, защищать поверхность изделий от попадания влаги, соблюдать технологию монтажа, наносить гидрофобизаторы.
Экономический эффект от создания и применения вибропрессованных бетонных изделии будет заключаться в снижении расхода вяжущего за счет применения модификатора, оптимизации водоцементного отношения, гранулометрии заполнителей и пигментов за счет применения разработанной технологии окрашивания.
Необходимо разумно подходить к вопросу виброуплотнения с заранее рассчитанной частотой, что также приведет к положительному экономическому и временному эффекту.
