Метод термосиловой обработки маложестких валов в магнитном поле
Журнал: Научный журнал «Студенческий форум» выпуск №17(153)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №17(153)
Метод термосиловой обработки маложестких валов в магнитном поле
METHOD OF THERMAL POWER TREATMENT OF LOW-RIGID SHAFTS IN A MAGNETIC FIELD
Vladislav Antonov
Student, Togliatti state University, Russia, Togliatti
Dmitriyv Voronov
Candidate of Science, associate Professor, Togliatti state University, Russia, Togliatti
Аннотация. В данной статье представлен новый метод термосиловой обработки валов малой жесткости из магнитных сталей в магнитном поле. Описан алгоритм воздействия на заготовку магнитным полем в процессе термосиловой обработки.
Abstract. This article presents a new method of thermal power processing of low-rigidity shafts made of magnetic steels in a magnetic field. The algorithm of the impact on the workpiece by a magnetic field in the process of thermal power processing is described.
Ключевые слова: термосиловая обработка, внутренние напряжения, маложесткие валы, амплитуда магнитного поля, частота и длительность импульса.
Keywords: thermal power processing, internal stresses, low-rigid shafts, magnetic field amplitude, pulse frequency and duration.
Термосиловая обработка является высокоэффективным методом обработки маложестких валов, существенно увеличивающая качество и производительность процесса обработки таких деталей.
Сущность данного метода обработки и способы управления параметрами в ходе данного процесса подробно описаны в работах [1-11]. Авторам удалость решить проблемы управления температурными, деформационными и размерными параметрами в ходе термообработки валов малой жесткости, с созданием осевой пластической деформации. Данный результат достигается созданием трехконтурной системы автоматического управления с обратной связью. Согласно работам [1-11] реализована на практике возможность управления величиной осевой пластической деформации, ее скоростью и температурными характеристиками обработки.
Качество обработки маложестких валов достигается формированием внутренней осенаправленной текстуры материала, существенно снижающей возможность коробления заготовки. В последнее время, предлагаются различные способы обработки магнитных сталей при термообработке, с использованием сильных электромагнитов, разворачивающих зерна в направлении действия силовых линий магнитного поля. Данный метод может сочетаться с термосиловой обработкой, с целью повышения ее качества.
Рассмотрим данный метод подробнее. Метод термосиловой обработки маложестких валов в магнитном поле, представлен в виде алгоритма, изображенного на рисунке 1. Как видно из данного рисунка, с точки зрения управления термообработкой, процесс разделен на три основных фазы – нагрев, выстой и охлаждение. С этой точки зрения термообработка имеет две критические температурные точки. Первая, Т1 – характеризует начало и конец воздействия управляющей системы. Эта температура зависит от физических свойств материала детали, то есть это некоторая температура, выше которой управляющее воздействие становиться значимым и соответственно включается система управления параметрами термообработки. Для каждой стали такая температура индивидуальна, но в целом находиться в пределах от 150 до 300°С.
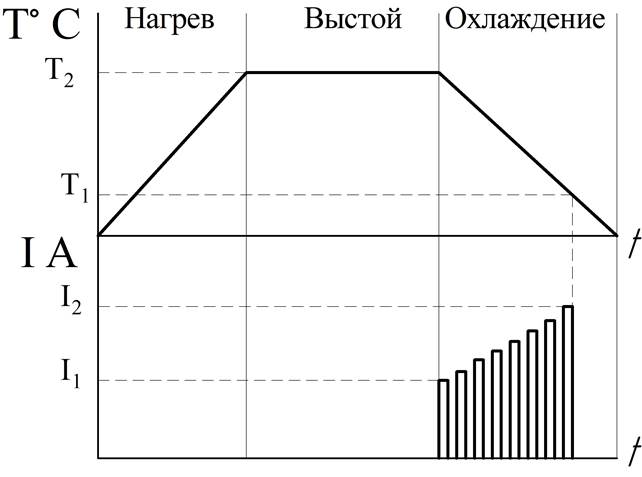
Рисунок 1. Алгоритм термосиловой обработки маложестких валов в магнитном поле
Вторая критическая температура, Т2 – соответствует температуре термообработки (закалки или отпуска) материала заготовки, и также задается исходя из свойств материала. Данная величина легко определяется, так как имеется в любом специализированном справочнике термиста.
Если наложить изменения температуры на временную ость, то получим приблизительно упрощенную характеристику, пригодную для управления процессом, как показано на рисунке 1. Причем система управления включается, при достижении первой критической температуры - Т1, далее она управляется, в соответствии с алгоритмом до достижения второй критической точки - Т2, после чего на некоторое заданное время стабилизируется. Далее, температура начинает падать и при достижении критической температуры - Т1 система управления отключается. Таким образом, изменение температуры в ходе обработки, является управляющем воздействием для остальных параметров обработки.
Термомагнитная обработка осуществляется мощными электромагнитами, расположенными в зонах и узлах пучности третьей гармоники. Величина магнитного поля, для преобразования структуры будет возрастать в функции снижения температура. Причем начало данного воздействия осуществляется с переходом на режим охлаждения, а окончание данного процесса совпадает с критической температурой - Т1. Отработка осуществляется сериями импульсов определенной длительности и частоты, данные параметры являются индивидуальными для каждого материала, и должны определяться эмпирически. Амплитуда импульсов является функцией силы тока в обмотке электромагнита и может легко управляться с помощью автоматических реостатов.
Таким образом, для управления данным параметром необходимо увеличивать силу тока в функции снижения температуры, как показано на рисунке 1. Математически данную зависимость можно представить в виде передаточной функции (1), представленной ниже:
W(S) =  ; (1)
; (1)
Данный метод термосиловой обработки маложестких валов в магнитном поле служит теоретической основой для нового перспективного пути повышения качества обработки данного типа деталей. Доказана его теоретическая применимость. Кроме этого, данный метод может быть добавлен к трёхконтурной системе управления термосиловой обработки, изложенной в работах [1-11], в качестве самостоятельного четвертого контура, позволяющего существенно повысить качество обработки.
