ПРИМЕНЕНИЕ КОНТРОЛЬНОЙ КАРТЫ ДЛЯ СТАТИСТИЧЕСКОГО КОНТРОЛЯ СТАБИЛЬНОСТИ ПРОЦЕССА ПРОВЕДЕНИЯ СЕРТИФИКАЦИОННЫХ ИСПЫТАНИЙ
Журнал: Научный журнал «Студенческий форум» выпуск №13(236)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №13(236)
ПРИМЕНЕНИЕ КОНТРОЛЬНОЙ КАРТЫ ДЛЯ СТАТИСТИЧЕСКОГО КОНТРОЛЯ СТАБИЛЬНОСТИ ПРОЦЕССА ПРОВЕДЕНИЯ СЕРТИФИКАЦИОННЫХ ИСПЫТАНИЙ
В данной статье описана актуальность проведения сертификационных испытаний электронной компонентной базы, позволяющих подтвердить качество изделий. С помощью контрольной карты произведена оценка состояния процесса.
В соответствии с требованиями действующих нормативно-правовых документов планируемая к применению электронная компонентная база (далее – ЭКБ) должна проходить сертификационные испытания на соответствие требованиям стандартов с учетом модели внешних воздействующих факторов для изделия.
При установке ЭКБ в радиоэлектронную аппаратуру должна быть уверенность, что установлены исправные изделия, гарантированно функционирующие в соответствии с технической спецификацией.
В последнее время увеличилось количество отказов в изготавливаемых изделиях, характеризующихся выходом из строя ЭКБ.
К возникновению отказов в изготавливаемой аппаратуре приводит отсутствие возможности контроля технологического процесса при изготовлении ЭКБ, а также наличие брака или контрафакта в поставляемых через вторых поставщиков изделий. Для оценки состояния процесса изготовления радиоэлектронной аппаратуры на предприятии отобраны единицы изделий и осуществлен контроль определенных параметров. Для сравнения информации о текущем состоянии процесса с контрольными границами применена контрольная карта.
Карта типа pn используется для контроля качества продукции по альтернативному признаку и применяется для отслеживания числа дефектных изделий в одинаковых партиях продукции. Число бракованных изделий (pn) статистически описывается биноминальным законом распределения.
Данные о контроле необходимы для:
- определения действительного уровня дефектности в исследуемый период;
- анализа процесса и оценки возможности планирования.
Порядок построения контрольной карты:
1. Все изделия в порядке их изготовления объединяются в одинаковые по количеству партии, каждой присваивается порядковый номер j от 1 до k.
2. Далее определяется число дефектных изделий ![]() . Значение pnj заносится в контрольную карту.
. Значение pnj заносится в контрольную карту.
3. Когда набирается определенное количество точек, вычисляется среднее значение по формуле:
4. Верхняя и нижняя контрольные границы вычисляются по формулам:
![]() ;
;
![]()
Контрольные границы также наносятся на карту.
В течение недели результаты проверки одинаковых партий изделий (объёмом по 100 штук каждая) заносились в таблицу.
Таблица
Результаты проверки
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
|
2 |
6 |
3 |
8 |
7 |
4 |
9 |
5 |
5 |
7 |
3 |
6 |
5 |
9 |
4 |
|

Среднее число дефектных изделий определяется как сумма дефектных изделий во всех партиях, делённая на число партий:
![]()
Следовательно средняя доля дефектных изделий составит:
![]()
Рассчитаем контрольные пределы и среднюю линию:
![]()
![]() = -1,3
= -1,3
CL = ![]()
Нижний контрольный предел не будет нанесён на карту, т.к. он отрицателен и не имеет физического смысла. Ниже на рисунке приведена полученная контрольная карта.
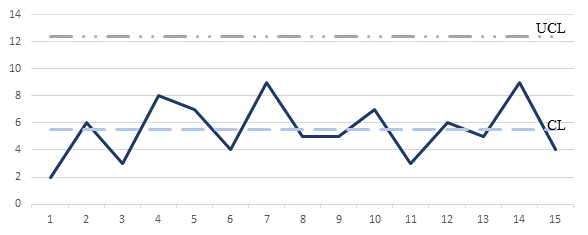
Рисунок . Контрольная карта
Исходя из построенной контрольной карты можно сказать, что с точки зрения статистического прогнозирования процесс является приемлемым. Но несмотря на это, количество бракованных изделий очень большое, хоть и процесс обладает определенной стабильностью.
