Статья:




ВЫБОР МЕТОДА ПОКРЫТИЯ ДЕТАЛИ «КОРПУС» С ЦЕЛЬЮ ПОВЫШЕНИЕ РЕСУРСА
Конференция: CLXV Студенческая международная научно-практическая конференция «Молодежный научный форум»
Секция: Технические науки
Выходные данные
Дубинина М.В. ВЫБОР МЕТОДА ПОКРЫТИЯ ДЕТАЛИ «КОРПУС» С ЦЕЛЬЮ ПОВЫШЕНИЕ РЕСУРСА // Молодежный научный форум: электр. сб. ст. по мат. CLXV междунар. студ. науч.-практ. конф. № 14(165). URL: https://nauchforum.ru/archive/MNF_interdisciplinarity/14(165).pdf (дата обращения: 29.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

CLXV Студенческая международная научно-практическая конференция «Молодежный научный форум»
ВЫБОР МЕТОДА ПОКРЫТИЯ ДЕТАЛИ «КОРПУС» С ЦЕЛЬЮ ПОВЫШЕНИЕ РЕСУРСА
Дубинина Мария Владимировна
магистрант, Арзамасский Политехнический Институт (филиал НГТУ им. Р. Е. Алексеева), РФ, г. Арзамас
Кангин Михаил Владимирович
научный руководитель, канд. техн. наук, доцент,
Арзамасский Политехнический Институт
(филиал НГТУ им. Р. Е. Алексеева),
РФ, г. Арзамас
Деталь «Корпус» применяется в приборостроении, имеет сложную конфигурацию и высокие требования по точности к исполнительным поверхностям. Изготавливается из алюминиевого сплава Д16 ГОСТ 4784-2019.
Деталь имеет призматическую форму с габаритными размерами 190×149×80 мм. Деталь является полой, в ней выполнено большое число окон и пазов для установки датчиков и других устройств. Данные окна и пазы оснащены крепежными резьбовыми отверстиями с точным взаимным расположением. Для повышения жесткости конструкции детали «Корпус» предусмотрены ребра жесткости и усиления. Чертеж детали «Корпус» и 3D модель детали «Корпус» представлены на рисунках 1, 2 и 3 соответственно.
В качестве защитного покрытия исполнительных поверхностей детали «Корпус» использовалось химическое оксидирование Хим. Окс. ГОСТ 9.306-85 толщиной 3…4 мкм. Покрытие наносилось по действующей на базовом предприятии технологии [1, с.28] в водном растворе карбоната натрия Na2СО3 (50 г/л) с добавлением 15 г/л хромата натрия Na2Cr4 и 2,5 г/л гидроксида натрия NaOH. Оксидирование проводится при температуре 90оС в течении 10 минут. Покрытие детали «Корпус» должна успешно противостоять коррозии согласно ГОСТ 9.031-74 с образованием очагов коррозионных поражений площадью не более 0,1%.

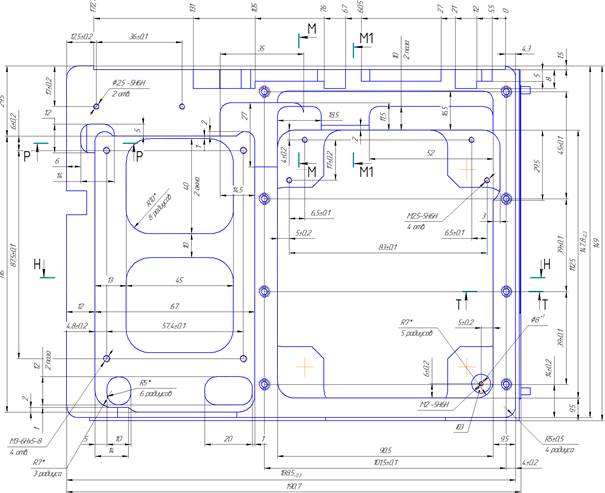
Рисунок 1. Фрагмент чертежа детали «Корпус» (вид спереди и снизу)
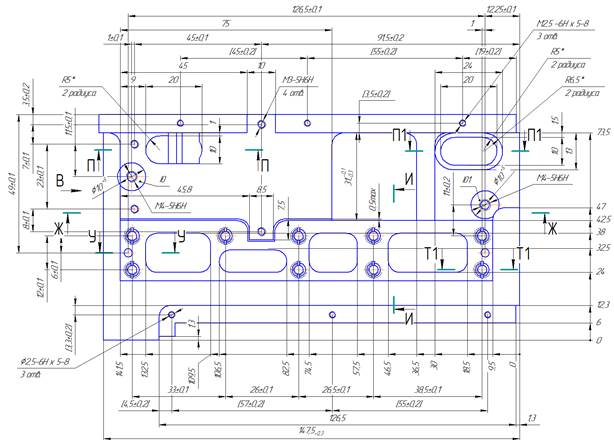
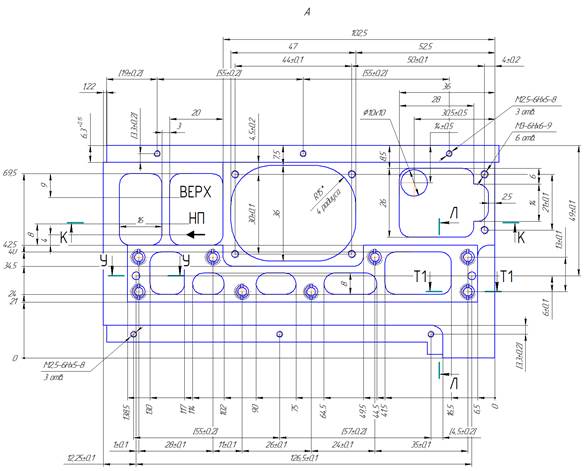
Рисунок 2. Фрагмент чертежа детали «Корпус» (вид справа и слева)
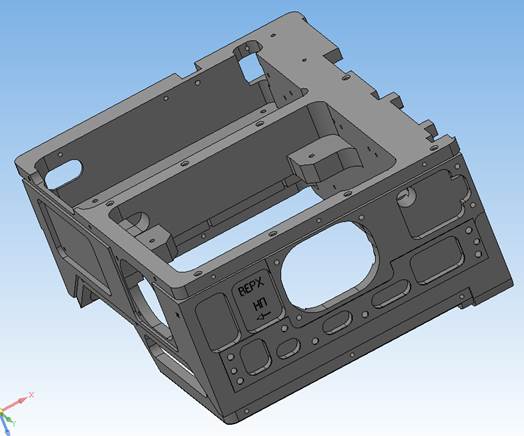
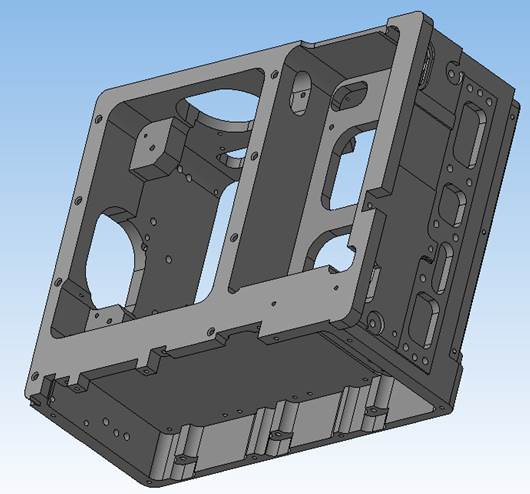
Рисунок 3. 3D модель детали «Корпус»
При эксплуатации детали «Корпус» под действием окружающей среды произошло значительное уменьшение ресурса детали (до 30%).
На исполнительных поверхностях с покрытием наблюдались значительные по интенсивности коррозионные поражения, приводящие к отказам и снижению ресурса детали «Корпус». Опыт эксплуатации детали «Корпус» позволил прийти к выводу, что метод получения покрытия Хим. Окс. не обеспечивает требуемых защитных свойств. В результате коррозии происходят отказы прибора, в который входит деталь «Корпус», что значительно снижает ресурс изделия.
Автором принято решение изменить способ нанесения покрытия с химического оксидирования на анодное оксидирование методом МДО (микродугового оксидирования).
Режимы МДО были выбраны по данным исследования [2, с.112] и представлены в таблице 1.
Таблица 1.
Режимы нанесения покрытия
|
Параметр |
Значение параметра |
|
Состав раствора , г/л: H2O H2SO4 H3PO4 |
700 150 150 |
|
Температура, оС |
25…30 |
|
Толщина защитной пленки, мкм |
10…15 |
|
Время |
15…20 |
|
Напряжение, В |
14…20 |
|
Плотность тока, А/дм2 |
0,9…1,5 |
|
Скорость формирования покрытия, мкм/ч |
30 |
Для подтверждения правильности решения по изменению способа нанесения покрытия проведены сравнительные испытания коррозионной стойкости поверхностей детали «Корпус» по ГОСТ 9.031-74 при обработке в кислых растворах. Для этого изготовлены образцы детали «Корпус» с покрытиями, полученными методом химического оксидирования и МДО.
При испытании было выявлено значительное снижение показателя потери массы ρ с 20…21 мг/дм2 до 14…16 мг/дм2, что свидетельствует о повышении коррозионной стойкости до 1,5 раза.
Исследования также показали увеличение толщины покрытия с 6…8 до 13…15 мкм, что увеличивает его ресурс и ресурс детали «Корпус» в целом. Эти данные подтвердились результатами натурных испытаний. При эксплуатации детали «Корпус» в составе прибора отмечено увеличение ресурса всего изделия на 40…45% при применении метода химического оксидирования и МДО для получения покрытия.
Список литературы:
1. Оксидирование алюминия и его сплавов [Текст] / Скопинцев В. Д. - Москва : Российский химико-технологический ун-т им. Д. И. Менделеева, 2015. - 119 с.
2. Микродуговое оксидирование (теория, технология, оборудование) [Текст] /И.В. Суминов и др. – М. ЭКОМЕТ, 2005. – 368 с.
3. Трушкина Т. В., Михеев А. Е., Гирн А. В. Коррозионная стойкость МДО-покрытий в агрессивных средах // Вестник СибГАУ. 2014. Вып. 1(53). С. 179–184.
4. Дударева Н. Ю. Моделирование процесса формирования упрочненного слоя при микродуговом оксидировании алюминиевых образцов // Известия вузов. 2008. № 3. С. 63–65. (Сер. Авиационная техника.)
