Статья:




ОЦЕНКА ВЛИЯНИЯ ВЫБРАННОЙ МЕТОДИКИ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА КОЛИЧЕСТВО ВЫЯВЛЕННОЙ НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ
Конференция: CLXXXVII Студенческая международная научно-практическая конференция «Молодежный научный форум»
Секция: Технические науки
Выходные данные
Громова Ю.Э. ОЦЕНКА ВЛИЯНИЯ ВЫБРАННОЙ МЕТОДИКИ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА КОЛИЧЕСТВО ВЫЯВЛЕННОЙ НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ // Молодежный научный форум: электр. сб. ст. по мат. CLXXXVII междунар. студ. науч.-практ. конф. № 36(187). URL: https://nauchforum.ru/archive/MNF_interdisciplinarity/36(187).pdf (дата обращения: 29.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

CLXXXVII Студенческая международная научно-практическая конференция «Молодежный научный форум»
ОЦЕНКА ВЛИЯНИЯ ВЫБРАННОЙ МЕТОДИКИ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА КОЛИЧЕСТВО ВЫЯВЛЕННОЙ НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ
Громова Юлия Эдуардовна
магистрант, Санкт-Петербургский государственный университет аэрокосмического приборостроения, РФ, г. Санкт-Петербург
В данной статье приведены некоторые методики контроля электронной компонентной базы, позволяющие подтвердить качество изделий. С помощью однофакторного дисперсионного анализа установлено влияние выбранной методики на количество выявленных несоответствий.
Электронная компонентная база (ЭКБ) составляет основу многих видов аппаратуры. Долговечность, надёжность, стабильность и корректность работы изделий во многом зависят от качества электронных компонентов. Поэтому значение входного контроля качества электронных комплектующих сложно переоценить.
Процедуры контроля позволяют производителям аппаратуры выявлять недостатки электронных компонентов и своевременно принимать меры, чтобы в дальнейшем избежать проблем с готовым изделием.
Основной задачей при проведении испытаний является получение объективной оценки исследуемых параметров изделий. Так как испытания чаще всего проводятся на нескольких образцах, то для получения объективной оценки результатов испытаний необходимо применять эффективные методы анализа экспериментальных данных.
Для оценки и выбора методики проверки ЭКБ проведем однофакторный дисперсионный анализ, в котором рассмотрим влияние выбранной методики контроля ЭКБ на количество выявленных несоответствующих изделий.
Сущность дисперсионного анализа заключается в расчленении общей дисперсии изучаемого признака на отдельные компоненты, обусловленные влиянием конкретных факторов, и проверке гипотез о значимости влияния этих факторов на исследуемый признак [1, c. 501].
Гипотеза H0: методика проведения испытаний не влияет на количество несоответствующей продукции.
Гипотеза H1: методика проведения испытаний значительно влияет на количество несоответствующей продукции.
В качестве влияющих факторов рассмотрим 3 методики контроля.
Методика 1 – визуальный контроль – один из методов неразрушающего контроля, позволяющий выявить поверхностные дефекты.
Методика 2 – функционально-параметрический контроль – заключается в измерении параметров изделия и сопоставлении их с заданными характеристиками.
Методика 3 – испытания на воздействие внешних факторов – подразумевает имитацию окружающей среды, воздействию которой могут подвергаться изделия с целью оценки их рабочих характеристик при эксплуатации, транспортировании и хранении.
В таблице представлены исходные данные для дисперсионного анализа. На примере микросхем рассмотрим количество выявленной несоответствующей ЭКБ за период с мая 2021 г. по апрель 2022 г.
Таблица
Исходные данные для дисперсионного анализа
|
Методика 1 |
Методика 2 |
Методика 3 |
|
|
Микросхема 1 |
2 шт. |
6 шт. |
22 шт. |
|
Микросхема 2 |
6 шт. |
13 шт. |
26 шт. |
|
Микросхема 3 |
4 шт. |
11 шт. |
21 шт. |
|
Микросхема 4 |
3 шт. |
8 шт. |
24 шт. |
|
ИТОГО (шт.) |
15 шт. |
38 шт. |
93 шт. |
|
Среднее |
3,75 |
9,5 |
23,3 |
На рисунке в виде многомерной диаграммы изображено графическое представление исходных данных для дисперсионного анализа.
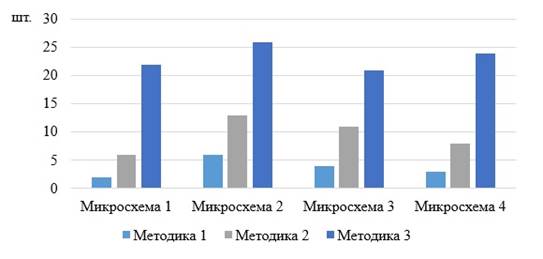
Рисунок. Исходные данные для дисперсионного анализа
Решение задачи:
1. Определяем выборочное среднее для каждой группы (см. таблицу 1).
2. Определяем среднее время работы всех изделий:
![]() ,
,
![]() ,
,
![]() .
.
3. Вычисляем сумму квадратов отклонения:
- Межгрупповая сумма квадратов:
SSB = ![]() (
(![]() -
-![]() ,
,
SSB=4(3,75-12,16![]() +4(9,5-12,16
+4(9,5-12,16![]() +4(23,3-12,16
+4(23,3-12,16![]() =282,91+28,3+491,95 = 803,16
=282,91+28,3+491,95 = 803,16
- Внутригрупповая сумма квадратов отклонений :
SSW = ![]() (
(![]() -
-![]() ),
),
SSW= (2-3,75![]() + (6-3,75
+ (6-3,75![]() + (4-3,75
+ (4-3,75![]() + (3-3,75
+ (3-3,75![]() + (6-9,5
+ (6-9,5![]() + (13-9,5
+ (13-9,5![]() + (11-9,5
+ (11-9,5![]() + (8-9,5
+ (8-9,5![]() + (22-23,3
+ (22-23,3![]() + (26-23,3
+ (26-23,3![]() + (21-23,3
+ (21-23,3![]() + (24-23,3
+ (24-23,3![]() =
=
= 3,06+5,06+0,06+0,56+12,25+12,25+2,25+2,25+1,69+7,29+5,29+0,49 = 52,5 ,
- Общая сумма отклонений :
SSE = SSB + SSW,
SSE = 803,16 +52,5 = 855,66.
4. Вычисляем сумму квадратов отклонений, приходящихся на одну степень:
- Межгрупповая сумма квадратов отклонений :
MSB = ![]() ,
,
MSB = ![]() = 401,58,
= 401,58,
- Внутригрупповая сумма квадратов отклонений :
MSW = ![]() ,
,
MSW = ![]() = 5,83.
= 5,83.
5. Вычисляем критерий Фишера :
![]() =
= ![]() ,
,
![]() = 68,88.
= 68,88.
6. Определяем табличное значение ![]() :
:
- Уровень значимости α = 0,05 (ошибка первого рода).
- Степени свободы межгрупповой и внутригрупповой вариаций:
df 1 = m - 1,
df2 = n - m,
df1 = 3 - 1 =2,
df2 = 12 - 3 = 9,
- По таблице Фишера определяем ![]() = 4,26.
= 4,26.
В связи с тем, что фактическое значение F-критерия больше табличного (68,88 > 4,26), нулевая гипотеза H0 отклоняется, следовательно, связь между методикой контроля и количеством несоответствующей продукции признается статистически значимой.
Рассмотренный в статье пример применения дисперсионного анализа по оценке влияния выбранной методики проведения испытаний на количество выявленной несоответствующей продукции показывает, что с помощью группировки факторов по принципу их однородности с заданной вероятностью можно проводить объективный контроль экспериментальных данных.
Список литературы:
1. Шеффе Г. Диспеpсионный анализ. – М.: Наука, 1980. – 501 с.
