Статья:




Разработка автоматизированного монтажа стапеля сборки стабилизатора вертолета
Секция: Технические науки
Выходные данные
Тетерина Ю.А. Разработка автоматизированного монтажа стапеля сборки стабилизатора вертолета // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. XXI междунар. студ. науч.-практ. конф. № 10(21). URL: https://nauchforum.ru/archive/SNF_tech/10(21).pdf (дата обращения: 25.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XXI Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Разработка автоматизированного монтажа стапеля сборки стабилизатора вертолета
Тетерина Юлия Алексеевна
студент, Восточно-Сибирский государственный университет технологий и управления, РФ, г. Улан-Удэ
Мотошкин Эдуард Элисович
научный руководитель, старший преподаватель, Восточно-Сибирский государственный университет технологий и управления, РФ, г. Улан-Удэ
На авиастроительных предприятиях одним из самых продолжительных и ответственных этапов является технологическая подготовка сборочного производства. Она подразумевает под собой изготовление, сборку и обслуживание сборочных приспособлений, которые обеспечивают необходимую точность сборки изделия [1]. Точность в сборочном приспособлении выполняется на двух этапах технолагической подготовки производства:
- изготовление базирующих элементов конструкции сборочной оснастки;
- монтаж базирующих элементов на каркасе сборочной оснастки.
В современных условиях на отечественных предприятиях авиационой промышлености внедряется технология безэталонного метода сборки сборочных приспособлений. Безэталонная технология монтажа включает позиционирование частей конструкции сборочного приспособления в пространстве по координатам по данным электронной модели. Для ее осуществления требуется три компонента:
1.Сборочная оснастка представлена в виде электронной матмодели, определяющая её расположение в пространстве относительно координат системы вертолета и монтажных точек.
2.Средства для измерения и сопоставления реальных и номинальных координат.
3.Средства монтажа в пространстве.
В вышеизложенном методе источником данных является матмодель, выполненная в системе NX. С помощью её и с использованием базовых точек осуществляется сборка приспо в цехе. Используя лазерный трекерпроизводится измерение координат монтируемых элементов сборочной оснастки в пространстве. Данный процесс подразумевает регулировку каждого компонента оснастки путем перемещения домкратных винтов с непосредственным участием человеческого труда. Повторения таких операций во время монтажа приводит к увеличению трудоемкости. Для ускорения сборки, уменьшения трудоемкости, увеличения точности, процесс необходимо автоматизировать. Большинство предприятий данной отрасли используют метод монтажа приспособлений по эталонам. Планово-предупредительный ремонт изделий монтируемых по эталонам является сложным и более энергоемким по сравнению с безэталонным монтажем. Эталоны требуют особенное обслуживание и площади для их хранения, т.к. они являются главным носителем информации, что увеличивает затраты. Для увеличения действенности техподготовки сборочного производства осуществляем внедрение автоматизированного комплекса монтажа сборочной оснастки. Это способствует не только снизижению трудоемкости монтажа сборочной оснастки, но и отказу от хранения монтажных эталонов. Автоматизированный комплекс включает в себя промышленого робота с устройством захвата, автоматизированая система координат и всевозможные технические средства (рис. 1). Комплекс предназначен для автоматизированного позиционирования монтируемых элементов сборочной оснастки промышленным роботом по координатам на основе данных матмодели и результатов автоматизированных координатных измерений.

Рисунок 1. Компоновка комплекса автоматизированного монтажа: 1 - монтируемая сборочная оснастка; 2 – промышленный робот; 3 – контроллер робота; 4 – лазерный трекер; 5 – стол оператора; 6 – магазин подачи деталей; 7 – ограждение
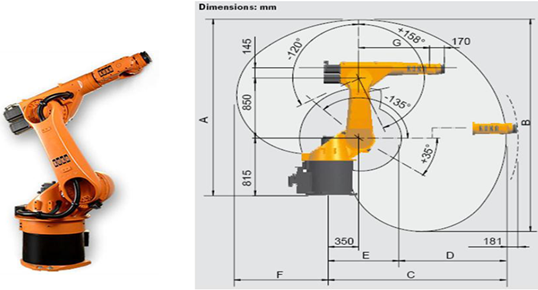
Главное отличие монтажа с внедрением комплекса от известной технологии безэталонного монтажа сборочной оснастки – использование автоматизированого средства позиционирования. В качестве такого средства был выбран промышленный робот с шестикоординатным манипулятором типа «рука». Такой робот имеет достаточные габариты рабочей зоны и обеспечивает удобный подход в процессе монтажа сборочной оснастки.
а) б)
Рисунок 2. Промышленный робот:
а) – общий вид; б) – схема рабочей зоны робота
Промышленный робот обладает необходимой точностью позиционирования, достаточной грузоподъёмностью, а рабочая зона позволяет выполнять монтаж множество видов сборочной оснастки. С учетом массовых и габаритных характеристик монтируемых элементов сборочной оснастки, предложены два основных варианта захватных устройств: двухпальцевый захват с параллельными пальцами и универсальный захват с отъёмной частью, устанавливаемой на монтируемую деталь.
Процесс автоматизированного монтажа состоит из следующих основных этапов.
1. Согласование систем координат путём измерения заданных базовых точек на компонентах комплекса.
2. Захват монтируемой детали сборочной оснастки с помощью захватного устройства робота. Координаты детали, установленной для захвата, известны по результатам измерений лазерным трекером. Поэтому перемещение робота для захватывания детали может быть выполнено как по заранее заданной программе, так и в режиме ручного управления по координатам.
3. Перемещение детали роботом в промежуточное положение позиционирования.
4. Измерение координат детали в промежуточном положении позиционирования лазерным трекером.
5. Автоматическое позиционирование монтируемой детали роботом из её фактического положения в заданное номинальное положение по расчётным значениям.
6. Контроль положения монтируемой детали после позиционирования выполняется лазерным трекером.
7. Фиксация монтируемой детали на несущем каркасе сборочной оснастки. При этом робот удерживает деталь неподвижно, а персонал получает доступ в рабочую зону, чтобы выполнить фиксацию.
8. Разжатие и отвод захвата робота.
Выводы: разрабатываемый комплекс автоматизированного монтажа сборочной оснастки позволит выполнять безэталонный монтаж с помощью промышленного робота. Это позволит сократить трудоёмкость процесса монтажа сборочной оснастки и отказаться от необходимости монтажа по эталонам.
Список литературы:
1. Ахатов, Р.Х. Современные методы и средства монтажа сборочной оснастки: учебно-методическое пособие / Р.Х.Ахатов, А.С. Говорков, - Иркутск: Изд-во НИ ИрГТУ, 2011.76с.
2. Современные технологии агрегатно-сборочного производства самолётов/ Пекарш А.И., Тарасов Ю.М., Кривов Г.А. [и др.] – М.: Аграф-пресс, 2006. – 304с.
3. Технология самолётостроения: Учебник для авиационных вузов / А.Л. Абибов, Н.М. Бирюков, В.В. Бойцов и др. Под ред. А.Л. Абибова. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1982. – 551с.
