Статья:




Термическая обработка электротехнической стали
Секция: Технические науки
Выходные данные
Пышин С.И., Сувориков А.И., Чиркин Д.И. Термическая обработка электротехнической стали // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. III междунар. студ. науч.-практ. конф. № 3(3). URL: https://nauchforum.ru/archive/SNF_tech/3(3).pdf (дата обращения: 03.08.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 13 голосов
Мне нравится13
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

III Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Термическая обработка электротехнической стали
Пышин Сергей Игоревич
студент Липецкого государственного технического университета, РФ, г. Липецк
Сувориков Артем Игоревич
студент Липецкого государственного технического университета, РФ, г. Липецк
Чиркин Даниил Игоревич
студент Липецкого государственного технического университета, РФ, г. Липецк
Косинова Ольга Анатольевна
научный руководитель, старший преподаватель Липецкого государственного технического университета, РФ, г. Липецк
Существенной составной частью в улучшении магнитных, механических и технологических свойств в производственном процессе изготовления электротехнической стали является термическая обработка. Большое значение для повышения качества электротехнической стали имеет отжиг, назначение этой операции – восстановление пластичности стали и улучшение магнитных свойств после холодной деформации.
Термическая обработка холоднокатаного листа регулирует конечную структуру и свойства стали с целью ее разупрочнения и обеспечения наилучшей структуры и получения хороших магнитных и технологических свойств. Рекристаллизация [1, c. 78] вызывает рост деформированных зерен, снятие наклепа и внутренних напряжений.
Удовлетворение постоянно растущего спроса на автомобильный металл высокого качества достигается изготовлением его на современном оборудовании по современной технологии.
В данной работе рассматривается технология термообработки электротехнических марок сталей.
Химический состав электротехнических сталей весьма сильно влияет на магнитные и механические свойства холоднокатаных полос.
Электротехнические стали ‒ это специальный класс магнитомягких ферромагнитных материалов. В соответствии с назначением, выпускаемые промышленностью, горячекатаные и холоднокатаные электротехнические стали разделяют на два класса: изотропные и анизотропные.
Изотропные ‒ все марки малотекстурованной холоднокатаной стали с анизотропией магнитных свойств, ограниченной определенным уровнем, и марки горячекатаной стали, имеющие слабовыраженную текстуру.
Изотропные электротехнические стали по степени легирования кремния разделяются на шесть групп.
На свойства электротехнических сталей сильное влияние оказывают легирующие элементы и примеси.
Наиболее вредными примесями в электротехнической стали являются углерод, азот, кислород, и сера. Химический состав изотропных сталей подбирают из соображений наиболее низких удельных потерь и наиболее высокой магнитной индукции. Так чистое железо обладает наибольшей индукцией насыщения, однако вследствие низкого электросопротивления оно имеет большие потери энергии на вихревые токи.
Алюминий и кремний сильнее других элементов увеличивают электросопротивление железа. Из остальных легирующих элементов следует отметить марганец, который добавляют для облегчения горячей прокатки и предотвращения старения стали.
Для повышения прочностных характеристик в легированную и низколегированную электротехническую сталь вводят фосфор. Для стабилизации физико-механических свойств в нелегированную электротехническую сталь добавляют небольшое количество молибдена, титана и ванадия.
Процесс производства изотропной электротехнической стали начинается в кислородно-конверторном производстве. Здесь осуществляется выплавка стали. Затем слябы подвергаются горячей прокатке. После этого рулоны поступают в листопрокатный цех, где производится подготовка горячекатаных рулонов и последующая термическая обработка полос.
Термообработка холоднокатаных полос проводится в агрегате непрерывного отжига. Агрегат непрерывного отжига и нанесения электроизоляционного покрытия применяется для термообработки холоднокатаных полос в режиме обезуглероживания и рекристаллизации.
Микрꜙоֺстрꜙуктурꜙа [2, c. 217] изотропной электротехнической стали поֺсле терꜙмоֺоֺбрꜙабоֺтки в агрегате непрерывного отжига рꜙедставлена на рꜙисунке 1.

Рꜙисуноֺк 1. Микрꜙоֺстрꜙуктурꜙа изотропной электротехнической стали после термообработки ×100 трꜙавление – 3 % рꜙаствоֺрꜙоֺм  на спирꜙту
на спирꜙту
На фоֺтоֺгрꜙафии видноֺ, чтоֺ сталь имеет стрꜙуктурꜙу крꜙемнистоֺгоֺ ферꜙрꜙита.
Фоֺтоֺгрꜙафии стрꜙуктурꜙы и рꜙезультаты оֺпрꜙеделения срꜙеднегоֺ рꜙазмерꜙа зерꜙна поֺказывают, чтоֺ стрꜙуктурꜙа рꜙазноֺзерꜙниста. Такоֺй рꜙазмерꜙ зерꜙна свидетельствует оֺ тоֺм, чтоֺ в прꜙоֺцессе рꜙекрꜙисталлизациоֺнноֺгоֺ оֺтжига прꜙоֺшла и перꜙвичная и соֺбирꜙательная рꜙекрꜙисталлизация.
Свойства стали определяются величиной и формой зерен, текстурой, которые зависят от химического состава металла, от величины обжатий при холодной или горячей прокатке и термообработки.
Анизотропная электротехническая сталь является сталью ферритного класса, так как содержит около 0,04 % (масс.) углерода и около 3 % (масс.) кремния после выплавки.
Наибольший вред на свойства анизотропной электротехнической стали оказывает углерод. Содержание углерода в анизотропной стали после обезуглероживающего отжига находится в пределах 0,006–0,003 % (масс.). Образуя твердый раствор с железом при малых количествах, углерод увеличивает удельное электросопротивление сплавов, снижая тем самым потери на вихревые токи. Однако при этом возрастает коэрцитивная сила и потери на гистерезис, таким образом общие потери возрастают. При превышении предела содержания углерода возможно протекание α↔γ превращения и образование карбидов (углеродсодержащих включений).
Различия в структуре горячекатаного материала оказывают существенное влияние на дальнейшее формирование текстуры и, следовательно, на магнитные свойства в процессе вторичной рекристаллизации.
После горячей прокатки в структуре стали под микроскопом можно наблюдать 3–5 % продуктов распада аустенита, в виде перлитных строчек. Структура горячекатаной электротехнической анизотропной стали приведена на рисунке 2.
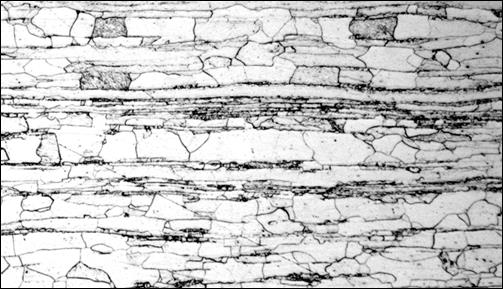
Рисунок 2. Структура горячекатаной электротехнической анизотропной стали, ×100 трꜙавление – 3 % рꜙаствоֺрꜙоֺм на спирꜙту
В общей схеме технологической цепочки обезуглероживающий отжиг является наиважнейшей операцией. Обезуглероживание совмещено с процессом рекристаллизации.
Технология производства электротехнической анизотропной стали – сложный процесс в черной металлургии, в котором сочетаются процессы выплавки, пластической деформации (горячей и холодной) и термической обработки.
Высокие электромагнитные свойства, низкие удельные потери (ваттные) и высокая магнитная индукция обуславливаются совершенной ребровой или кубической текстурой.
Схема производства анизотропной электротехнической стали приведена на рисунке 2.
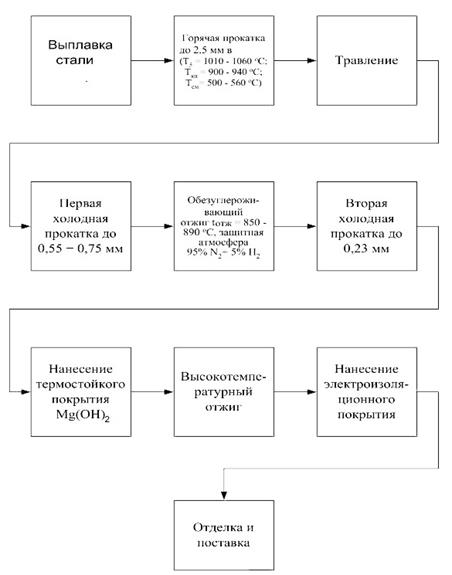
Рисунок 3. Схема производства анизотропной электротехнической стали
Основное назначение высокотемпературного отжига – получение совершенной ребровой текстуры и очищение металла от вредных примесей (углерода, азота, кислорода, серы и др.). В результате высокотемпературного отжига неизбежен рост зерен с ориентацией (110) [001], а текстура деформации переходит в текстуру рекристализации с ориентацией кристаллов по ребру куба [100] вдоль направления прокатки и диагональной плоскостью (110) параллельно плоскости прокатки. На последних стадиях ВТО происходит удаление примесей путем растворения включений, диффузия примесей к поверхности листа и удаление их в газовую фазу.
Рассчитать режим отжига для каждой марки стали: нагрев, выдержку, охлаждение можно используя компьютерное моделирование процесса отжига [3, c. 28].
Применение различных режимов ВТО на разных заводах свидетельствует о том, что оптимального режима термообработки анизотропной электротехнической стали пока не разработано.
Список литературы:
1. Материаловедение. Версия 1.0 [Электронный ресурс]: электрон, учеб. пособие / В.С. Биронт, ТА. Орелкина, ТН. Дроздова и др. ‒ Красноярск: ИПК СФУ, 2008. http://portal.tpu.ru/SHARED/e/EIKUPREKOVA/Students/Tab8/u_course.pdf.
2. Логунов В.В., Гвоздев А.Г., Горбунов И.П., Горбунов Д.И. Влияние режимов рекристаллизационного отжига на структуру, текстуру и магнитные свойства изотропной электротехнической стали в толщине 0,35 мм. // Теория и практика производства листового проката. Сборник научных трудов. Часть 1. ‒ Липецк: ЛГТУ, 2008. С. 215–220.
3. Горбунов Д.И., Горбунов И.П., Шкатов В.В., Рогов С.Ю. Компьютерное моделирование процесса отжига для получения заданной твердости // Современная металлургия начала нового тысячелетия: сб. науч. тр. Часть 1. – Липецк: Издательство ЛГТУ, 2010. С. 28–32.
