Исследование влияния режимов термофрикционного фрезоточения на коэффициент усадки стружки
Конференция: IX Международная научно-практическая конференция "Научный форум: технические и физико-математические науки"
Секция: Машиностроение и машиноведение

IX Международная научно-практическая конференция "Научный форум: технические и физико-математические науки"
Исследование влияния режимов термофрикционного фрезоточения на коэффициент усадки стружки
STUDYING OF THE INFLUENCE ON THE CONDITIONS THERMAL-FRICTION TURN-MILLING ON THE CHIP SHRINKAGE RATIO
Medgat Mussayev
PhD student, Karaganda state technical university, Kazakhstan, Karaganda
Karibek Sherov
Doctor of technical Sciences, Professor, Karaganda state technical university, Kazakhstan, Karaganda
Sayagul Tussupova
PhD student, Karaganda state technical university, Kazakhstan, Karaganda
Saule Ainabekova
PhD student, Karaganda state technical university, Kazakhstan, Karaganda
Аннотация. В статье приведены результаты исследования влияния режимов термофрикционного фрезоточения на коэффициент усадки стружки. Также показаны графики зависимости коэффициента усадки от скорости резания и подачи.
Abstract. The article presents the results of the studying of the influence of the modes of thermal-friction turn-milling on the chip shrinkage ratio. Also shown are graphs of the factor of shrinkage of the cutting and feed speed.
Ключевые слова: усадка стружки; коэффициент усадки; фрезоточение; фреза трения.
Keywords: chip shrinkage; shrinkage factor; turn-milling; friction cutter.
Авторами в рамках выполнения грантовой темы: 2162/ГФ4 «Разработка конструкций специального станка, позволяющего подачу импульсного охлаждения и замену режущего инструмента из твердого сплава на инструмент из конструкционной стали при термофрикционной резке металлических заготовок» исследован способ термофрикционного фрезоточения с использованием специального режущего инструмента - фрикционной фрезы [1-2]. Одним из основных отличий разрабатываемого способа является использование специальной фрикционной фрезы из неинструментального материала, взамен стандартных торцовых фрез. Изучение и исследование процесса образования стружки имеет как научно-теоретическое, так и практическое значение. Тем более это является важным при разработке новых способов обработки резанием, где результаты исследования стружкообразования может наталкивать на совершенствование конструктивных элементов режущего инструмента, а также позволить объяснить и правильно использовать для практики силовые и стойкостные зависимости.
В работах [3-8] приведены результаты экспериментальных исследований способа термофрикционного фрезоточения, в том числе процесса стружкообразования. В работе [6] был рассчитан значение коэффициента усадки стружки в зависимости от подачи. Используя методики расчета согласно работам [9,10], а также на основе результатов экспериментальных исследований были получены графики влияния режимов резания на значение коэффициента усадки стружки (см. рис. 1 а,б) и влияния значений коэффициента усадки стружки на шероховатость поверхности реза (см. рис. 2).
На рисунке 1 показаны графики зависимости коэффициента усадки стружки от скорости резания и подачи.
а)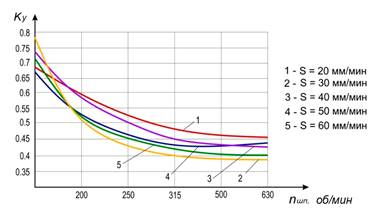
б)
а – график влияние частоты вращения шпинделя на коэффициент усадки стружки при различных значениях подачи; б - график влияние подачи на коэффициент усадки стружки при различных значениях частоты вращения
Рисунок 1. Графики зависимости коэффициента усадки стружки от скорости резания и подачи
Из графиков видно, что с увеличением подачи и частоты вращения шпинделя уменьшается значение коэффициента усадки стружки. Наименьший коэффициент усадки стружки наблюдается при режимах резания: S = 30 мм/мин; nшп = 630 об/мин. На рисунке 2 показан график влияние значений коэффициента усадки стружки на шероховатость поверхности резания.
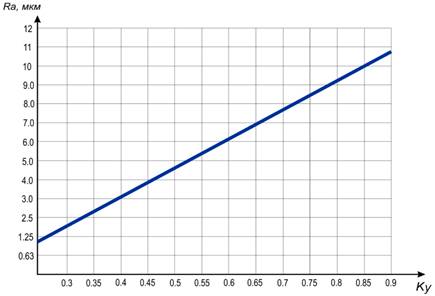
Рисунок 2. График влияние значений коэффициента усадки стружки на шероховатость поверхности резания
Данный график был построен на основе результатов полученных расчетными и экспериментальными методами. Из графика видно, что с увеличением значения коэффициента усадки стружки шероховатость поверхности тоже увеличивается. Отсюда можно сделать вывод о том, что увеличение коэффициента усадки стружки отрицательно влияет на качественные показатели и в целом на протекание процесса обработки, который также подтверждает выводы работы [6]
