Статья:




Анализ методов определения координаты входной кромки лопатки на станках с ЧПУ
Секция: Технические науки
Выходные данные
Гаранин Д.В., Спицын А.В., Учитель В.С. Анализ методов определения координаты входной кромки лопатки на станках с ЧПУ // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. XVI междунар. студ. науч.-практ. конф. № 5(16). URL: https://nauchforum.ru/archive/SNF_tech/5(16).pdf (дата обращения: 30.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XVI Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Анализ методов определения координаты входной кромки лопатки на станках с ЧПУ
Гаранин Денис Владимирович
магистрант Омского государственного технического университета, РФ, г. Омск
Спицын Андрей Владимирович
магистрант Омского государственного технического университета, РФ, г. Омск
Учитель Владислав Сергеевич
магистрант Омского государственного технического университета, РФ, г. Омск
Чуранкин Вячеслав Геннадьевич
научный руководитель, канд. техн. наук, доцент, Омского государственного технического университета, РФ, г. Омск
Аннотация. В данной статье проанализирована возможность применения контактных датчиков для определения координаты входной кромки лопатки по оси Z фрезерного обрабатывающего центра. Рассмотрена возможность применения датчиков для выполнения данного процесса.
Ключевые слова: Многоцелевой станок, станок с ЧПУ, лопатка, контактный датчик, Renishaw, обрабатывающий центр.
Целесообразность применения ЧПУ и контактных датчиков на металлообрабатывающих предприятиях. В современном мире большинство предприятий активно оснащаются оборудованием, которое в своем составе имеет числовое программное управление. На сегодняшний день новейшие разработки в области применения ЧПУ позволяют изготавливать изделия различной сложности, от самых простых до самых сложных. При обработке деталей со сложной геометрией очень часто возникают проблемы с их базированием.
Современные станки с числовым программным управлением, имеют в своем составе различные инструменты и оснастку, которые позволяют максимально ускорить процесс настройки станка и начать изготовление детали. Одним из часто встречающихся инструментов на станках с ЧПУ является контактный датчик.
Базирование рабочего колеса. Для современных предприятий, которые изготавливают газотурбинные двигатели, классической является деталь типа рабочее колесо. Рабочие колеса как правило изготавливают методом литья по выплавляемым моделям с последующей механической обработкой диска. При использовании данного метода получения заготовка после отливки представляет собой необработанный диск с полностью готовыми лопатками.

Рисунок 1. Заготовка рабочего колеса, полученная методом литья по выплавляемым моделям
Преимуществами заготовок такого типа является в первую очередь экономия материала, а также значительная экономия на времени обработки детали, так как не требуется обрабатывать отдельно каждую лопатку из сплошного материала. Так как, рабочие колеса являются крайне ответственными деталями, к точности изготовления предъявляются особые требования. В частности, для нормальной работы в двигателях, рабочие колеса должны быть очень хорошо сбалансированы. Для достижения баланса при обработке диска рабочего колеса все размеры задаются от оси детали и входной кромки лопатки колеса. При обработке детали на универсальных станках токарь-универсал как правило выставляет минимальное биение колеса относительно входной кромки лопатки с помощью индикатора. Такой метод является крайне трудоемким и требует высокой квалификации рабочего.
Применение контактных датчиков. Перенос изготовления детали с универсального станка на станок с числовым программным управлением без применения дополнительных инструментов не позволит значительно ускорить производство деталей, так как оператор станка будет вынужден устанавливать каждую деталь также, как и на универсальном оборудовании. Для обработки рабочих колес на станках с ЧПУ необходимо исключить необходимость выверки применив контактный датчик, которым сейчас в большом количестве оснащен любой станок с ЧПУ.
Использование различных контактных датчиков на станках обширно применяется за рубежом. Примером применения таких устройств на станках с ЧПУ при изготовлении рабочих колес может служить американская компания Honeywell Aerospace [2]. В настоящее время существует множество производителей измерительных датчиков для станков с ЧПУ. Самыми известными среди многих являются такие компании как Renishaw, Blum и Heidenhein.
В основном измерительные щупы существуют двух типов:
- Резистивные контактные датчики
- Тензодатчики
Датчики отличаются между собой принципом работы, возможностями измерений и точностью[1]. Применив стандартный цикл для обмера диаметра ступицы рабочего колеса, системы станка автоматически вычислят положение центра ступицы и внесут координаты в системы станка. Следующим этапом, необходимо обработать торец ступицы выдерживая расстояние до входной кромки каждой лопатки на определенном диаметре. Для осуществления данной операции на станках с ЧПУ необходимо определить координаты расположения входной кромки каждой лопатки. Так как обработка детали предполагается на фрезерном обрабатывающем центре, то ось детали совпадает с осью Z станка. Таким образом необходимо определить максимальную координату Z входной кромки каждой лопатки. Так как стандартных циклов для такой процедуры такого измерения не предусмотрено, то необходимо разрабатывать индивидуальной алгоритм. Для определения Z-координаты входной кромки необходимо, чтобы щуп датчика последовательно, снизу-вверх коснулся лопатки в нескольких точках (предположительно от 5 до 10) с шагом 0,1 мм по оси Z станка. Если при очередном касании щуп оказывается выше входной кромки лопатки, то он будет возвращен на предыдущую координату, и цикл будет повторен с шагом, уменьшенным до 0,05 мм. В момент повторного прохода над входной кромкой щуп снова будет возвращен на предыдущую координату, и цикл будет повторен, но уже с шагом 0,01 мм. Координата последнего касания перед проходом над кромкой будет записана в системы станка. Таким образом Z -координата будет определена с достаточной точностью для дальнейшей обработки.
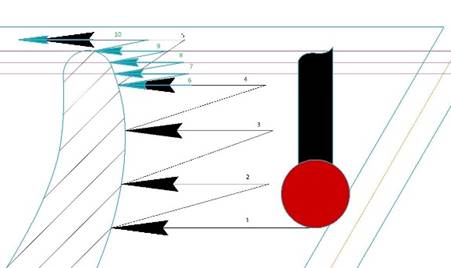
Рисунок 2. Порядок перемещений при работе алгоритма
Обработка результатов измерения входной кромки лопаток. После завершения измерений входных кромок лопаток программа обработки должна определить максимальную разницу между координатами и скорректировать положение рабочего колеса, так чтобы при обработке были выдержаны определенные технологией размеры от поверхностей до входной кромки лопаток. В случае, если разница между координатами не позволяет скорректировать положение колеса, то ЧПУ станка выведет на экран сообщение для оператора о том, что производить дальнейшую обработку нельзя. Если же коррекция положения колеса возможна, то ЧПУ автоматически начнет обработку колеса.
Применение станков с числовым программным обеспечением в целом более технологичное решение, чем обработка деталей на универсальном оборудовании, особенно при обработке таких сложных деталей как рабочие колеса. Использование контактных измерительных щупов на станка с числовым программным управлением независимо от их типа, позволяет достичь:
- повышения производительности существующего оборудования
- повышения степени автоматизации и снижение доли участия операторов
- снижение количества случаев повторной обработки, отступления от требований и брака
- расширение возможностей станка и увеличение объема выполняемых работ
- снижения затрат на заработную зарплату
Список литературы:
1. Рабочее колесо осевой турбомашины ГТД [Электронный ресурс]. URL: http://www.findpatent.ru/patent/252/2526129.html
2. Технические характеристики: Контактные измерительные системы для станков с ЧПУ [Электронный ресурс]. URL: https://www.renishaw.ru/ru/machine-tool-probes-and-software--6073
3. Технология изготовления основных деталей газотурбинных двигателей [Электронный ресурс]. URL: https://docplayer.ru/346160-Tehnologiya-izgotovleniya-osnovnyh-detaley-gazoturbinnyh-dvigateley.html
4. Renishaw уменьшает время механической обработки у производителя рабочих колес для авиакосмической промышленности [Электронный ресурс]. URL: https://www.renishaw.ru/ru/renishaw-reduces-machining-time-for-aerospace-impeller-manufacturer--42954
