Статья:




Определение параметров качества поверхностного слоя тонкостенных алюминиевых деталей после обработки точением инструментом с покрытием
Секция: Технические науки
Выходные данные
Подгурски П.Г. Определение параметров качества поверхностного слоя тонкостенных алюминиевых деталей после обработки точением инструментом с покрытием // Технические и математические науки. Студенческий научный форум: электр. сб. ст. по мат. XXX междунар. студ. науч.-практ. конф. № 7(30). URL: https://nauchforum.ru/archive/SNF_tech/7(30).pdf (дата обращения: 26.07.2026)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XXX Студенческая международная научно-практическая конференция «Технические и математические науки. Студенческий научный форум»
Определение параметров качества поверхностного слоя тонкостенных алюминиевых деталей после обработки точением инструментом с покрытием
Подгурски Павел Геннадиевич
студент, Рыбинский государственный авиационный технический университет имени П. А. Соловьева, РФ, г. Рыбинск
Фоменко Роман Николаевич
научный руководитель, канд. техн. наук, доцент,
Рыбинский государственный авиационный технический университет имени П. А. Соловьева,
РФ, г. Рыбинск
В статье [1 и 2] рассмотрена проблема подбора технологических условий для обработки тонкостенных деталей из алюминиевых сплавов. Показано, что возникающие остаточные напряжения при получении заготовок и их дальнейшей механической обработке приводят к нежелательным и недопустимым изменениям размеров и формы деталей. Поэтому целесообразно использовать оптимальные режимы резания, на которых значение сил резания минимально, а значит и минимальны остаточные напряжения и деформации деталей. Получено уравнение обрабатываемости, позволяющее расчетным путем определять оптимальную скорость резания. Определены поправочные коэффициенты для учета в расчетах оптимальной скорости особенностей современных режущих инструментов с износостойкими покрытиями и сложной передней поверхностью инструмента.
В данной работе выполнено экспериментальное определение параметров качества поверхностного слоя деталей из алюминиевых сплавов после обработки точением на оптимальных режимах и заводских, взятых из действующей технологии производства.
На двух кольцевых заготовках (рисунок 1), обработанных на оптимальной (5,6 м/с) и базовой скорости резания (4,4 м/с) твердосплавным инструментом из сплава IC907 при прочих равных условиях (см. таблицу 1), проводили измерение твердости и шероховатости обработанных поверхностей. Шероховатость поверхностей определяли на приборе TR-200 фирмы TIME GROUP Inc. Твердость поверхности определяли на микротвердомере DuraScan 10 фирмы ЕМКО-TEST при нагрузке на алмазный индентор в форме пирамиды Виккерса 25г. Результаты измерений представлены в таблицах 1 и 2.

Рисунок 1. Обрабатываемая кольцевая заготовка
Таблица 1.
Результаты измерений шероховатости обработанной поверхности
|
№ измерения |
Результаты измерений шероховатости поверхности заготовки, обработанной на заводских режимах (v = 4,4 м/с) |
Результаты измерений шероховатости поверхности заготовки, обработанной на предлагаемых режимах (vО = 5,6 м/с) |
||
|
Шероховатость Ra, мкм |
Среднее значение шероховатости Ra, мкм |
Шероховатость Ra, мкм |
Среднее значение шероховатости Ra, мкм |
|
|
1 |
0,73 |
0,85 |
0,82 |
0,87 |
|
2 |
0,79 |
0,84 |
||
|
3 |
0,73 |
1,16 |
||
|
4 |
0,98 |
0,83 |
||
|
5 |
1,00 |
0,69 |
||
Как видно из полученных данных, шероховатость поверхности обработанных образцов практически одинакова, разница средних значений параметра шероховатости поверхности соответствует статистической погрешности метода измерения и прибора.
Таблица 2.
Результаты измерений твердости обработанной поверхности
|
№ измерения |
Результаты измерений твердости поверхности заготовки, обработанной на заводских режимах (v = 4,4 м/с) |
Результаты измерений твердости поверхности заготовки, обработанной на предлагаемых режимах (vО = 5,6 м/с) |
||
|
Твердость, НV |
Среднее значение твердости, НV |
Твердость, НV |
Среднее значение твердости, НV |
|
|
1 |
101 |
107 |
122 |
125 |
|
2 |
112 |
114 |
||
|
3 |
108 |
138 |
||
Как видно из полученных результатов, микротвердость поверхности второго образца, обработанного на оптимальных режимах, выше примерно на 15%, что говорит о влиянии теплового фактора на повышение наклепа.
Расчетное определение остаточных напряжений в поверхностном слое заготовки
Определение тангенциальных остаточных напряжений по величине и глубине залегания выполнялось расчетным методом по программе для ПК, разработанной на кафедре ТАДиОМ РГАТУ имени П. А. Соловьева. Для расчетов использовались формулы, приведенные в работе [3].
Исходные условия расчета и некоторые промежуточные результаты расчета:
Обрабатываемый материал – Д16Т, инструментальный материал – ВК8.
1) Заготовка, обработанная на заводских режимах: подача S = 0,1 мм/об, скорость резания v = 4,4 м/с, глубина резания t = 0,5 мм, температура в зоне резания θ = 403,1 °С, сила резания Pz = 31,7 Н.
2) Заготовка, обработанная на оптимальныех режимах: подача S = 0,1 мм/об, скорость резания v = 5,6 м/с, глубина резания t = 0,5 мм, температура в зоне резания θ = 406,1 °С, сила резания Pz = 30,4 Н.
По результатам расчетов построим график распределения тангенциальных остаточных напряжений в поверхностном слое заготовки (рисунок 2).
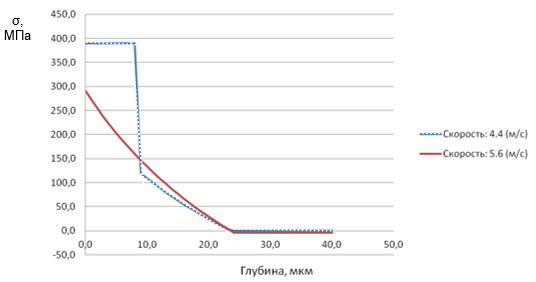
Рисунок 2. График остаточных напряжений
Как видно из полученных результатов, обработка образца на оптимальных режимах способствует снижению уровня остаточных напряжений, что в целом будет способствовать снижению коробления детали после механической обработки. Полученное уравнение обрабатываемости позволит расчетным путем определять оптимальные режимы резания, при которых в детали будет формироваться минимальный уровень остаточных напряжений.
Выводы
1. Обработка заготовки на оптимальных режимах резания практически не повлияла на шероховатость обработанной поверхности по сравнению с обработкой на исходной скорости резания, однако повлияла на микротвердость обработанной поверхности, которая повысилась на 15%, что говорит о влиянии температурного и силового фактора на наклеп.
2. Из полученного графика зависимости расчетных тангенциальных остаточных напряжений можно увидеть, что, обработка образца на предлагаемых оптимальных режимах способствует снижению уровня остаточных напряжений, что в целом будет способствовать снижению коробления детали.
Список литературы:
1. Фоменко Р. Н., Гусева А. Д. Выбор технологических условий обработки тонкостенных деталей из алюминиевых сплавов для уменьшения их коробления [Электронный ресурс] /Р. Н. Фоменко, А. Д. Гусева // XXVIII студенческая международная научно-практическая конференция. – Москва: Изд. «МЦНО». – 2020. – № 5 (28), С. 20-24. [Режим доступа. – URL: https://nauchforum.ru/archive/SNF_tech/5%2828%29.pdf].
2. Фоменко Р. Н., Лебедев А. В. Экспериментальное определение уравнения для расчета оптимальных скоростей обработки точением тонкостенных алюминиевых деталей [Электронный ресурс] /Р. Н. Фоменко, А. В. Лебедев // ХХIХ студенческой международной научно-практической конференции. – Москва: Изд. «МЦНО». – 2020. – № 6 (29) С. 41-47. [Режим доступа. – URL: https://nauchforum.ru/archive/SNF_tech/6%2829%29.pdf]
3. Безъязычный В. Ф. Метод подобия в технологии машиностроения. – М.: Машиностроение, 2012. – 320.
4. Фоменко Р. Н., Тимофеев М.В. Оптимизация технологических условий обработки тонкостенных деталей из алюминиевых сплавов с целью снижения остаточных деформаций [Текст] /М. В. Тимофеев, Р. Н. Фоменко // Вестник БГТУ. – 2018, – №4, С. 4-11.
